
Заголовки сопоставьте пожалуйста с текстами.
1. High school preparation
2. The newest studies
3. Green activism
4. Looking for new resources
5. More jobs in the future
6. What botany is
7. Useful in so many ways
8. Finding a suitable career
A. Plants are chemical factories. Many of the chemicals that they produce are useful to humans. Besides food, plants provide raw materials for paper, building materials, solvents and adhesives, fabrics, medicines, and many other products. Botanists study the chemicals produced by different plants to find new uses for them. For example, we use some plant chemicals to treat certain types of cancer.
B. As humans change the environment for their own purposes, plants and animals living in these areas become endangered. Plant taxonomists and plant ecologists work to identify and understand new plant species, especially in such biologically rich areas as tropical rain forests. Plants of the rain forests are important in their own right, but they could be new sources for people as well. Perhaps a plant that is not discovered yet will become an important food crop.
C. The major employers of plant biologists are educational institutions, federal and state agencies, and industries. Job opportunities usually depend on educational training and experience. New positions in botany are expected to increase in the near future. Growing world population continues to increase the need for better food supplies. Environmental concerns, such as air, water and soil pollution, will create openings for ecologists in government and industry.
D. One of the best things about plant science is the number of different specialties and career opportunities from which you can choose. This variety allows people with different backgrounds, ta- lents, and interests to find satisfying careers in plant biology. More than many other scientific fields, botany continues to provide opportunities for women as well as men. There are few things more fulfilling than to work in a job that is both fun and a benefit to others.
E. To get yourself ready for a career in botany, you should take a college curriculum that includes English, foreign language, mathematics, chemistry, physics, and biology. Other valuable experiences include taking part in science fairs and science clubs. It also helps to have summer jobs related to biology, such as working in parks, farms, experiment stations, laboratories, camps, or for florists or landscape architects.
F. One of the most exciting fields in botany today is biotechnology. Because of very recent advances in genetics, plant scientists have tools to add genes from one plant to another. The potential usefulness of this is amazing. For example, several amino acids required in the human diet are not produced very well by plants. It may be possible to make food crops more nutritious by adding genes to produce these amino acids.
G. Botany, also known as plant biology, is the study of plants. It is a scientific discipline based on observation, experimentation, recording, classification, and the testing of hypotheses. This process is called the scientific method. There are many sub-disciplines of botany, such as plant taxonomy, genetics, plant ecology, economic botany, and plant anatomy. Botanists work all over the world both indoors and outdoors in many different jobs.
 ЕГЭ Экзаменационная работа по английскому языку состоит из четырёх разделов («Аудирование», «Чтение», «Грамматика и лексика», «Письмо»), включающих в себя 40 заданий.
ЕГЭ Экзаменационная работа по английскому языку состоит из четырёх разделов («Аудирование», «Чтение», «Грамматика и лексика», «Письмо»), включающих в себя 40 заданий.
Пробный вариант составлен на основе официальной демоверсии от ФИПИ за 2021 год.
В конце варианта приведены правильные ответы ко всем заданиям. Вы можете свериться с ними и найти у себя ошибки.
Скачать тренировочный вариант ЕГЭ: Скачать
Решать работу: Онлайн
Интересные задания
Установите соответствие между текстами A–G и заголовками 1–8. Занесите свои ответы в таблицу. Используйте каждую цифру только один раз. В задании один заголовок лишний.
1. High school preparation
2. The newest studies
3. Green activism
4. Looking for new resources
5. More jobs in the future
6. What botany is
7. Useful in so many ways
8. Finding a suitable career
A. Plants are chemical factories. Many of the chemicals that they produce are useful to humans. Besides food, plants provide raw materials for paper, building materials, solvents and adhesives, fabrics, medicines, and many other products. Botanists study the chemicals produced by different plants to find new uses for them. For example, we use some plant chemicals to treat certain types of cancer.
B. As humans change the environment for their own purposes, plants and animals living in these areas become endangered. Plant taxonomists and plant ecologists work to identify and understand new plant species, especially in such biologically rich areas as tropical rain forests. Plants of the rain forests are important in their own right, but they could be new sources for people as well. Perhaps a plant that is not discovered yet will become an important food crop.
C. The major employers of plant biologists are educational institutions, federal and state agencies, and industries. Job opportunities usually depend on educational training and experience. New positions in botany are expected to increase in the near future. Growing world population continues to increase the need for better food supplies. Environmental concerns, such as air, water and soil pollution, will create openings for ecologists in government and industry.
D. One of the best things about plant science is the number of different specialties and career opportunities from which you can choose. This variety allows people with different backgrounds, talents, and interests to find satisfying careers in plant biology. More than many other scientific fields, botany continues to provide opportunities for women as well as men. There are few things more fulfilling than to work in a job that is both fun and a benefit to others.
E. To get yourself ready for a career in botany, you should take a college curriculum that includes English, foreign language, mathematics, chemistry, physics, and biology. Other valuable experiences include taking part in science fairs and science clubs. It also helps to have summer jobs related to biology, such as working in parks, farms, experiment stations, laboratories, camps, or fur florist’: or landscape architects.
F. One of the most exciting fields in botany today is biotechnology Because of very recent advances in genetics, plant scientists have tools to add genes from one plant to another. The potential usefulness of this is amazing. For example, several amino acids required in the human diet are not produced very well by plants. It may be possible to make food crops more nutritious by adding genes to produce these amino acids.
G. Botany, also known as plant biology, is the study of plants. It is a scientific discipline based on observation, experimentation, recording, classification, and the testing of hypotheses. This process is called the scientific method. There are many sub-disciplines of botany, such as plant taxonomy, genetics, plant ecology, economic botany, and plant anatomy. Botanists work all over the world both
indoors and outdoors in many different jobs
Вам будет интересно:
ЕГЭ по английскому языку 11 класс 2021. Новый тренировочный вариант №13 — №210301 (задания и ответы)
* Олимпиады и конкурсы
* Готовые контрольные работы
* Работы СтатГрад
* Официальные ВПР
Поделиться:
Заголовки сопоставьте пожалуйста с текстами.
1. High school preparation
2. The newest studies
3. Green activism
4. Looking for new resources
5. More jobs in the future
6. What botany is
7. Useful in so many ways
8. Finding a suitable career
A. Plants are chemical factories. Many of the chemicals that they produce are useful to humans. Besides food, plants provide raw materials for paper, building materials, solvents and adhesives, fabrics, medicines, and many other products. Botanists study the chemicals produced by different plants to find new uses for them. For example, we use some plant chemicals to treat certain types of cancer.
B. As humans change the environment for their own purposes, plants and animals living in these areas become endangered. Plant taxonomists and plant ecologists work to identify and understand new plant species, especially in such biologically rich areas as tropical rain forests. Plants of the rain forests are important in their own right, but they could be new sources for people as well. Perhaps a plant that is not discovered yet will become an important food crop.
C. The major employers of plant biologists are educational institutions, federal and state agencies, and industries. Job opportunities usually depend on educational training and experience. New positions in botany are expected to increase in the near future. Growing world population continues to increase the need for better food supplies. Environmental concerns, such as air, water and soil pollution, will create openings for ecologists in government and industry.
D. One of the best things about plant science is the number of different specialties and career opportunities from which you can choose. This variety allows people with different backgrounds, ta- lents, and interests to find satisfying careers in plant biology. More than many other scientific fields, botany continues to provide opportunities for women as well as men. There are few things more fulfilling than to work in a job that is both fun and a benefit to others.
E. To get yourself ready for a career in botany, you should take a college curriculum that includes English, foreign language, mathematics, chemistry, physics, and biology. Other valuable experiences include taking part in science fairs and science clubs. It also helps to have summer jobs related to biology, such as working in parks, farms, experiment stations, laboratories, camps, or for florists or landscape architects.
F. One of the most exciting fields in botany today is biotechnology. Because of very recent advances in genetics, plant scientists have tools to add genes from one plant to another. The potential usefulness of this is amazing. For example, several amino acids required in the human diet are not produced very well by plants. It may be possible to make food crops more nutritious by adding genes to produce these amino acids.
G. Botany, also known as plant biology, is the study of plants. It is a scientific discipline based on observation, experimentation, recording, classification, and the testing of hypotheses. This process is called the scientific method. There are many sub-disciplines of botany, such as plant taxonomy, genetics, plant ecology, economic botany, and plant anatomy. Botanists work all over the world both indoors and outdoors in many different jobs.
Заглавия соотнесите пожалуйста с текстами.
1. High school preparation
2. The newest studies
3. Green activism
4. Looking for new resources
5. More jobs in the future
6. What botany is
7. Useful in so many ways
8. Finding a suitable career
A. Plants are chemical factories. Many of the chemicals that they produce are useful to humans. Besides food, plants provide raw materials for paper, building materials, solvents and adhesives, fabrics, medicines, and many other products. Botanists study the chemicals produced by different plants to nd new uses for them. For example, we use some plant chemicals to treat certain types of cancer.
B. As humans change the environment for their own purposes, plants and animals living in these areas become endangered. Plant taxonomists and plant ecologists work to identify and understand new plant species, especially in such biologically rich areas as tropical rain forests. Plants of the rain forests are important in their own right, but they could be new sources for people as well. Perhaps a plant that is not discovered yet will become an important food crop.
C. The major employers of plant biologists are educational institutions, federal and state agencies, and industries. Job opportunities usually depend on educational training and experience. New positions in botany are expected to increase in the near future. Growing world population continues to increase the need for better food supplies. Environmental concerns, such as air, water and soil pollution, will create openings for ecologists in government and industry.
D. One of the best things about plant science is the number of different specialties and career opportunities from which you can choose. This variety allows people with different backgrounds, ta- lents, and interests to nd satisfying careers in plant biology. More than many other scientic elds, botany continues to provide opportunities for women as well as men. There are few things more fullling than to work in a job that is both fun and a benet to others.
E. To get yourself ready for a career in botany, you should take a college curriculum that includes English, foreign language, mathematics, chemistry, physics, and biology. Other valuable experiences include taking part in science fairs and science clubs. It also helps to have summer jobs related to biology, such as working in parks, farms, experiment stations, laboratories, camps, or for orists or landscape architects.
F. One of the most exciting elds in botany today is biotechnology. Because of very recent advances in genetics, plant scientists have tools to add genes from one plant to another. The potential usefulness of this is amazing. For example, several amino acids required in the human diet are not produced very well by plants. It may be possible to make food crops more nutritious by adding genes to produce these amino acids.
G. Botany, also known as plant biology, is the study of plants. It is a scientic discipline based on observation, experimentation, recording, classication, and the testing of hypotheses. This process is called the scientic method. There are many sub-disciplines of botany, such as plant taxonomy, genetics, plant ecology, economic botany, and plant anatomy. Botanists work all over the world both indoors and outdoors in many different jobs.
- chemical plant
-
- химический завод
химический завод
—
[http://www.eionet.europa.eu/gemet/alphabetic?langcode=en]EN
chemical plant
Plants where basic raw materials are chemically converted into a variety of products. (Source: MGH)
[http://www.eionet.europa.eu/gemet/alphabetic?langcode=en]Тематики
- охрана окружающей среды
EN
- chemical plant
DE
- Chemiewerk
FR
- usine chimique
Англо-русский словарь нормативно-технической терминологии.
academic.ru.
2015.
Смотреть что такое «chemical plant» в других словарях:
-
Chemical plant — BASF Chemical Plant Portsmouth Site in the West Norfolk area of Portsmouth, Virginia, United States. The plant is served by the Commonwealth Railway … Wikipedia
-
chemical plant — noun an industrial plant where chemicals are produced • Hypernyms: ↑factory, ↑mill, ↑manufacturing plant, ↑manufactory … Useful english dictionary
-
chemical plant — noun An industrial facility used to manufacture chemical compounds … Wiktionary
-
chemical plant — factory which produces or refines chemical products … English contemporary dictionary
-
2005 Jilin chemical plant explosions — The Jilin chemical plant explosions were a series of explosions which occurred on November 13 2005, in the No.101 Petrochemical Plant in Jilin City, Jilin Province, China, over the period of an hour. The explosions killed six, injured dozens, and … Wikipedia
-
2008 Guangxi chemical plant explosions — The 2008 Guangxi chemical plant explosions were a series of explosions which occurred on August 26, 2008 in Yizhou city, Guangxi province, People s Republic of China.HKStandard. [http://www.thestandard.com.hk/breaking news detail.asp?id=4512 icid … Wikipedia
-
Prydniprovsky Chemical Plant radioactive dumps — The now defunct Prydniprovsky Chemical Plant (Ukrainian: Придніпровський хімічний завод, ПХЗ; Prydniprovsky khimichnyi zavod , PHZ ) in the city of Dniprodzerzhynsk, Ukraine, has been enriching uranium ores for Soviet nuclear program from 1948… … Wikipedia
-
Huntsman (chemical plant) — Huntsman Chemical Company of Australia Pty Ltd (HCCA)operate a complex chemical manufacturing plant in Somerville Rd Brooklyn in Melbourne. The site is approximately 40 hectares in size and is located in the City of Brimbank. HCCA is partially… … Wikipedia
-
chemical engineering — chemical engineer. the science or profession of applying chemistry to industrial processes. [1900 05] * * * Academic discipline and industrial activity concerned with developing processes and designing and operating plants to change materials… … Universalium
-
Chemical engineer — Chemical engineers design, construct and operate plants Part of Chemical engineering History … Wikipedia
-
Chemical thermodynamics — is the study of the interrelation of heat and work with chemical reactions or with physical changes of state within the confines of the laws of thermodynamics. Chemical thermodynamics involves not only laboratory measurements of various… … Wikipedia

A chemical plant is an industrial process plant that manufactures (or otherwise processes) chemicals, usually on a large scale.[1] The general objective of a chemical plant is to create new material wealth via the chemical or biological transformation and or separation of materials.[2] Chemical plants use specialized equipment, units, and technology in the manufacturing process. Other kinds of plants, such as polymer, pharmaceutical, food, and some beverage production facilities, power plants, oil refineries or other refineries, natural gas processing and biochemical plants, water and wastewater treatment, and pollution control equipment use many technologies that have similarities to chemical plant technology such as fluid systems and chemical reactor systems. Some would consider an oil refinery or a pharmaceutical or polymer manufacturer to be effectively a chemical plant.
Petrochemical plants (plants using chemicals from petroleum as a raw material or feedstock) are usually located adjacent to an oil refinery to minimize transportation costs for the feedstocks produced by the refinery. Speciality chemical[3] and fine chemical plants are usually much smaller and not as sensitive to location. Tools have been developed for converting a base project cost from one geographic location to another.[4]
Chemical processes[edit]

Chemical plants use chemical processes, which are detailed industrial-scale methods, to transform feedstock chemicals into products. The same chemical process can be used at more than one chemical plant, with possibly differently scaled capacities at each plant. Also, a chemical plant at a site may be constructed to utilize more than one chemical process, for instance to produce multiple products.
A chemical plant commonly has usually large vessels or sections called units or lines that are interconnected by piping or other material-moving equipment which can carry streams of material. Such material streams can include fluids (gas or liquid carried in piping) or sometimes solids or mixtures such as slurries. An overall chemical process is commonly made up of steps called unit operations which occur in the individual units. A raw material going into a chemical process or plant as input to be converted into a product is commonly called a feedstock, or simply feed. In addition to feedstocks for the plant as a whole, an input stream of material to be processed in a particular unit can similarly be considered feed for that unit. Output streams from the plant as a whole are final products and sometimes output streams from individual units may be considered intermediate products for their units. However, final products from one plant may be intermediate chemicals used as feedstock in another plant for further processing. For example, some products from an oil refinery may used as feedstock in petrochemical plants, which may in turn produce feedstocks for pharmaceutical plants.
Either the feedstock(s), the product(s), or both may be individual compounds or mixtures. It is often not worthwhile separating the components in these mixtures completely; specific levels of purity depend on product requirements and process economics.
Operations[edit]
Chemical processes may be run in continuous or batch operation.
Batch operation[edit]
In batch operation, production occurs in time-sequential steps in discrete batches. A batch of feedstock(s) is fed (or charged) into a process or unit, then the chemical process takes place, then the product(s) and any other outputs are removed. Such batch production may be repeated over again and again with new batches of feedstock. Batch operation is commonly used in smaller scale plants such as pharmaceutical or specialty chemicals production, for purposes of improved traceability as well as flexibility.
Continuous plants are usually used to manufacture commodity or petrochemicals while batch plants are more common in speciality and fine chemical production as well as pharmaceutical active ingredient (API) manufacture.
Continuous operation[edit]
In continuous operation, all steps are ongoing continuously in time. During usual continuous operation, the feeding and product removal are ongoing streams of moving material, which together with the process itself, all take place simultaneously and continuously. Chemical plants or units in continuous operation are usually in a steady state or approximate steady state. Steady state means that quantities related to the process do not change as time passes during operation. Such constant quantities include stream flow rates, heating or cooling rates, temperatures, pressures, and chemical compositions at any given point (location). Continuous operation is more efficient in many large scale operations like petroleum refineries. It is possible for some units to operate continuously and others be in batch operation in a chemical plant; for example, see Continuous distillation and Batch distillation. The amount of primary feedstock or product per unit of time which a plant or unit can process is referred to as the capacity of that plant or unit. For examples: the capacity of an oil refinery may be given in terms of barrels of crude oil refined per day; alternatively chemical plant capacity may be given in tons of product produced per day. In actual daily operation, a plant (or unit) will operate at a percentage of its full capacity. Engineers typically assume 90% operating time for plants which work primarily with fluids, and 80% uptime for plants which primarily work with solids.
Units and fluid systems[edit]
Specific unit operations are conducted in specific kinds of units. Although some units may operate at ambient temperature or pressure, many units operate at higher or lower temperatures or pressures. Vessels in chemical plants are often cylindrical with rounded ends, a shape which can be suited to hold either high pressure or vacuum. Chemical reactions can convert certain kinds of compounds into other compounds in chemical reactors. Chemical reactors may be packed beds and may have solid heterogeneous catalysts which stay in the reactors as fluids move through, or may simply be stirred vessels in which reactions occur. Since the surface of solid heterogeneous catalysts may sometimes become «poisoned» from deposits such as coke, regeneration of catalysts may be necessary. Fluidized beds may also be used in some cases to ensure good mixing. There can also be units (or subunits) for mixing (including dissolving), separation, heating, cooling, or some combination of these. For example, chemical reactors often have stirring for mixing and heating or cooling to maintain temperature. When designing plants on a large scale, heat produced or absorbed by chemical reactions must be considered. Some plants may have units with organism cultures for biochemical processes such as fermentation or enzyme production.

Separation processes include filtration, settling (sedimentation), extraction or leaching, distillation, recrystallization or precipitation (followed by filtration or settling), reverse osmosis, drying, and adsorption. Heat exchangers are often used for heating or cooling, including boiling or condensation, often in conjunction with other units such as distillation towers. There may also be storage tanks for storing feedstock, intermediate or final products, or waste. Storage tanks commonly have level indicators to show how full they are. There may be structures holding or supporting sometimes massive units and their associated equipment. There are often stairs, ladders, or other steps for personnel to reach points in the units for sampling, inspection, or maintenance. An area of a plant or facility with numerous storage tanks is sometimes called a tank farm, especially at an oil depot.
Fluid systems for carrying liquids and gases include piping and tubing of various diameter sizes, various types of valves for controlling or stopping flow, pumps for moving or pressurizing liquid, and compressors for pressurizing or moving gases. Vessels, piping, tubing, and sometimes other equipment at high or very low temperature are commonly covered with insulation for personnel safety and to maintain temperature inside. Fluid systems and units commonly have instrumentation such as temperature and pressure sensors and flow measuring devices at select locations in a plant. Online analyzers for chemical or physical property analysis have become more common. Solvents can sometimes be used to dissolve reactants or materials such as solids for extraction or leaching, to provide a suitable medium for certain chemical reactions to run, or so they can otherwise be treated as fluids.
Chemical plant design[edit]

Today, the fundamental aspects of designing chemical plants are done by chemical engineers. Historically, this was not always the case and many chemical plants were constructed in a haphazard way before the discipline of chemical engineering became established. Chemical engineering was first established as a profession in the United Kingdom when the first chemical engineering course was given at the University of Manchester in 1887 by George E. Davis in the form of twelve lectures covering various aspects of industrial chemical practice.[5] As a consequence George E. Davis is regarded as the world’s first chemical engineer. Today chemical engineering is a profession and those professional chemical engineers with experience can gain «Chartered» engineer status through the Institution of Chemical Engineers.
In plant design, typically less than 1 percent of ideas for new designs ever become commercialized. During this solution process, typically, cost studies are used as an initial screening to eliminate unprofitable designs. If a process appears profitable, then other factors are considered, such as safety, environmental constraints, controllability, etc.[2] The general goal in plant design, is to construct or synthesize “optimum designs” in the neighborhood of the desired constraints.[6]
Many times chemists research chemical reactions or other chemical principles in a laboratory, commonly on a small scale in a «batch-type» experiment. Chemistry information obtained is then used by chemical engineers, along with expertise of their own, to convert to a chemical process and scale up the batch size or capacity. Commonly, a small chemical plant called a pilot plant is built to provide design and operating information before construction of a large plant. From data and operating experience obtained from the pilot plant, a scaled-up plant can be designed for higher or full capacity. After the fundamental aspects of a plant design are determined, mechanical or electrical engineers may become involved with mechanical or electrical details, respectively. Structural engineers may become involved in the plant design to ensure the structures can support the weight of the units, piping, and other equipment.
The units, streams, and fluid systems of chemical plants or processes can be represented by block flow diagrams which are very simplified diagrams, or process flow diagrams which are somewhat more detailed. The streams and other piping are shown as lines with arrow heads showing usual direction of material flow. In block diagrams, units are often simply shown as blocks. Process flow diagrams may use more detailed symbols and show pumps, compressors, and major valves. Likely values or ranges of material flow rates for the various streams are determined based on desired plant capacity using material balance calculations. Energy balances are also done based on heats of reaction, heat capacities, expected temperatures and pressures at various points to calculate amounts of heating and cooling needed in various places and to size heat exchangers. Chemical plant design can be shown in fuller detail in a piping and instrumentation diagram (P&ID) which shows all piping, tubing, valves, and instrumentation, typically with special symbols. Showing a full plant is often complicated in a P&ID, so often only individual units or specific fluid systems are shown in a single P&ID.
In the plant design, the units are sized for the maximum capacity each may have to handle. Similarly, sizes for pipes, pumps, compressors, and associated equipment are chosen for the flow capacity they have to handle. Utility systems such as electric power and water supply should also be included in the plant design. Additional piping lines for non-routine or alternate operating procedures, such as plant or unit startups and shutdowns, may have to be included. Fluid systems design commonly includes isolation valves around various units or parts of a plant so that a section of a plant could be isolated in case of a problem such as a leak in a unit. If pneumatically or hydraulically actuated valves are used, a system of pressurizing lines to the actuators is needed. Any points where process samples may have to be taken should have sampling lines, valves, and access to them included in the detailed design. If necessary, provisions should be made for reducing high pressure or temperature of a sampling stream, such including a pressure reducing valve or sample cooler.
Units and fluid systems in the plant including all vessels, piping, tubing, valves, pumps, compressors, and other equipment must be rated or designed to be able to withstand the entire range of pressures, temperatures, and other conditions which they could possibly encounter, including any appropriate safety factors. All such units and equipment should also be checked for materials compatibility to ensure they can withstand long-term exposure to the chemicals they will come in contact with. Any closed system in a plant which has a means of pressurizing possibly beyond the rating of its equipment, such as heating, exothermic reactions, or certain pumps or compressors, should have an appropriately sized pressure relief valve included to prevent overpressurization for safety. Frequently all of these parameters (temperatures, pressures, flow, etc.) are exhaustively analyzed in combination through a Hazop or fault tree analysis, to ensure that the plant has no known risk of serious hazard.
Within any constraints the plant is subject to, design parameters are optimized for good economic performance while ensuring safety and welfare of personnel and the surrounding community. For flexibility, a plant may be designed to operate in a range around some optimal design parameters in case feedstock or economic conditions change and re-optimization is desirable. In more modern times, computer simulations or other computer calculations have been used to help in chemical plant design or optimization.
Plant operation[edit]
Process control[edit]
In process control, information gathered automatically from various sensors or other devices in the plant is used to control various equipment for running the plant, thereby controlling operation of the plant. Instruments receiving such information signals and sending out control signals to perform this function automatically are process controllers. Previously, pneumatic controls were sometimes used. Electrical controls are now common. A plant often has a control room with displays of parameters such as key temperatures, pressures, fluid flow rates and levels, operating positions of key valves, pumps and other equipment, etc. In addition, operators in the control room can control various aspects of the plant operation, often including overriding automatic control. Process control with a computer represents more modern technology. Based on possible changing feedstock composition, changing products requirements or economics, or other changes in constraints, operating conditions may be re-optimized to maximize profit.
Workers[edit]
As in any industrial setting, there are a variety of workers working throughout a chemical plant facility, often organized into departments, sections, or other work groups. Such workers typically include engineers, plant operators, and maintenance technicians. Other personnel at the site could include chemists, management/administration and office workers. Types of engineers involved in operations or maintenance may include chemical process engineers, mechanical engineers for maintaining mechanical equipment, and electrical/computer engineers for electrical or computer equipment.
Transport[edit]
Large quantities of fluid feedstock or product may enter or leave a plant by pipeline, railroad tank car, or tanker truck. For example, petroleum commonly comes to a refinery by pipeline. Pipelines can also carry petrochemical feedstock from a refinery to a nearby petrochemical plant. Natural gas is a product which comes all the way from a natural gas processing plant to final consumers by pipeline or tubing. Large quantities of liquid feedstock are typically pumped into process units. Smaller quantities of feedstock or product may be shipped to or from a plant in drums. Use of drums about 55 gallons in capacity is common for packaging industrial quantities of chemicals. Smaller batches of feedstock may be added from drums or other containers to process units by workers.
Maintenance[edit]
In addition to feeding and operating the plant, and packaging or preparing the product for shipping, plant workers are needed for taking samples for routine and troubleshooting analysis and for performing routine and non-routine maintenance. Routine maintenance can include periodic inspections and replacement of worn catalyst, analyzer reagents, various sensors, or mechanical parts. Non-routine maintenance can include investigating problems and then fixing them, such as leaks, failure to meet feed or product specifications, mechanical failures of valves, pumps, compressors, sensors, etc.
Statutory and regulatory compliance[edit]
When working with chemicals, safety is a concern in order to avoid problems such as chemical accidents. In the United States, the law requires that employers provide workers working with chemicals with access to a Material Safety Data Sheet (MSDS) for every kind of chemical they work with. An MSDS for a certain chemical is prepared and provided by the supplier to whoever buys the chemical. Other laws covering chemical safety, hazardous waste, and pollution must be observed, including statutes such as the Resource Conservation and Recovery Act (RCRA) and the Toxic Substances Control Act (TSCA), and regulations such as the Chemical Facility Anti-Terrorism Standards in the United States. Hazmat (hazardous materials) teams are trained to deal with chemical leaks or spills. Process Hazard Analysis (PHA) is used to assess potential hazards in chemical plants. In 1998, the U. S. Chemical Safety and Hazard Investigation Board has become operational.
Plant facilities[edit]
The actual production or process part of a plant may be indoors, outdoors, or a combination of the two. It may be a traditional stick-built plant or a modular skid. Large modular skids are especially impressive feats of engineering. A modular skid is built including all of the modular equipment needed to do the same job a traditional stick-build plant may perform. However, the modular skid is built within a structural steel frame, allowing it to be shipped to the onsite location without needing to be rebuilt onsite. A modular skid build results in a higher functioning end product, as less hands are required in the onsite setup of the modular skid process unit, resulting in minimized risk for mishaps. The actual production section of a facility usually has the appearance of a rather industrial environment. Hard hats and work shoes are commonly worn. Floors and stairs are often made of metal grating, and there is practically no decoration. There may also be pollution control or waste treatment facilities or equipment. Sometimes existing plants may be expanded or modified based on changing economics, feedstock, or product needs. As in other production facilities, there may be shipping and receiving, and storage facilities. In addition, there are usually certain other facilities, typically indoors, to support production at the site.
Although some simple sample analysis may be able to be done by operations technicians in the plant area, a chemical plant typically has a laboratory where chemists analyze samples taken from the plant. Such analysis can include chemical analysis or determination of physical properties. Sample analysis can include routine quality control on feedstock coming into the plant, intermediate and final products to ensure quality specifications are met. Non-routine samples may be taken and analyzed for investigating plant process problems also. A larger chemical company often has a research laboratory for developing and testing products and processes where there may be pilot plants, but such a laboratory may be located at a site separate from the production plants.
A plant may also have a workshop or maintenance facility for repairs or keeping maintenance equipment. There is also typically some office space for engineers, management or administration, and perhaps for receiving visitors. The decorum there is commonly more typical of an office environment.
Clustering of commodity chemical plants[edit]
Chemical Plants used particularly for commodity chemical and petrochemical manufacture, are located in relatively few manufacturing locations around the world largely due to infrastructural needs. This is less important for speciality or fine chemical batch plants. Not all commodity/petrochemicals are produced in any one location but groups of related materials often are, to induce industrial symbiosis as well as material, energy and utility efficiency and other economies of scale. These manufacturing locations often have business clusters of units called chemical plants that share utilities and large scale infrastructure such as power stations, port facilities, road and rail terminals. In the United Kingdom for example there are four main locations for commodity chemical manufacture: near the River Mersey in Northwest England, on the Humber on the East coast of Yorkshire, in Grangemouth near the Firth of Forth in Scotland and on Teesside as part of the Northeast of England Process Industry Cluster (NEPIC).[7] Approximately 50% of the UK’s petrochemicals, which are also commodity chemicals, are produced by the industry cluster companies on Teesside at the mouth of the River Tees on three large chemical parks at Wilton,[8] Billingham and Seal Sands.
Corrosion and use of new materials[edit]
Corrosion in chemical process plants is a major issue that consumes billions of dollars yearly. Electrochemical corrosion of metals is pronounced in chemical process plants due to the presence of acid fumes and other electrolytic interactions. Recently, FRP (Fibre-reinforced plastic) is used as a material of construction. The British standard specification BS4994 is widely used for design and construction of the vessels, tanks, etc.
See also[edit]
- Chemical industry
- Chemical process modeling
- FRP tanks and vessels — chemical process plant equipment made of FRP
- BS4994
- Electrical equipment in hazardous areas
- Instrumentation in petrochemical industries
- Chemical accident
- Chemical plant cost indexes
- Fine chemicals
- Speciality chemicals
- Petrochemical
- Northeast of England Process Industry Cluster
- Institution of Chemical Engineers
- S-graph
- Unit operations
References[edit]
Further reading[edit]
- ASME B73 Standards Committee, Chemical Standard Pumps
- Helmus, Frank P. (2008). Process plant design : project management from inquiry to acceptance. Weinheim: Wiley-VCH. ISBN 978-3527313136.
- Kletz, Trevor (2010). Process plants : a handbook for inherently safer design (2nd ed.). Boca Raton, FL: CRC Press/Taylor & Francis. ISBN 978-1439804551.
- Towler, Gavin; Ray Sinnott (2013). Chemical engineering design: principles, practice and economics of plant and process design (2nd ed.). Oxford: Butterworth-Heinemann. ISBN 9780080966595.
- Vogel, G. Herbert (2005). Process development : from the initial idea to the chemical production plant (1st ed., repr. ed.). Weinheim: Wiley-VCH. ISBN 978-3527310890.
- Max Stone Peters; Klaus Dieter Timmerhaus; Ronald Emmett West (2003). Plant design and economics for chemical engineers (5th ed.). New York: McGraw-Hill. ISBN 978-0072392661.
- Chemical Plant
Upgrade to Answers+ and your first week is free!
Get unlimited, ad-free homework help with access to exclusive features and priority answers.
Introduction
The chemical industry creates an immense variety of products which impinge on virtually every aspect of our lives.

Figure 1 The chemical industry is one of the largest manufacturing industries in all developed and emerging
countries. This is a view of the largest site in the world devoted to the industry, at Ludwigshaven in Germany.
By kind permission of BASF.
While many of the products from the industry, such as detergents, soaps and perfumes, are purchased directly by the consumer others are used as intermediates to make other products, For example, in Europe, 70% of chemicals manufactured are used to make products by other industries including other branches of the chemical industry itself. The industry uses a wide range of raw materials, from air and minerals to oil.
| Figure 2. There have been breath-taking changes in the chemical industry over the last 10 years or so, not only in Europe and in the US but particularly in China, India, the rest of Asia and Brazil. This is a view of the chemical industry plant at Daya Bay in the south-east of China. By kind permission of Shell International Limited. |
 |
With increasing competition worldwide, innovation remains crucial in finding new ways for the industry to satisfy its increasingly sophisticated, demanding and environmentally-conscious consumers.
What does the chemical industry produce?
The products of the chemical industry can be divided into three categories:
- Basic chemicals
- Speciality chemicals
- Consumer chemicals
Several other categorisations are used but this one is simple and helpful in the context of this web site. Outputs range widely, with basic chemicals produced in huge quantities (millions of tonnes) and some speciality chemicals produced in modest kilogramme quantities but with very high value. As explained in the unit on Chemical Reactors, the choice of reactor is often goverened by the amount of chemical that is to be produced.
The value of sales per category for both Europe and the US are broadly similar, as shown in Table 1.
| Europe | US | |||
|---|---|---|---|---|
| Basic chemicals | 60 | 61 | ||
| Polymers | 27 | 18 | ||
| Petrochemicals | 20 | 28 | ||
| Basic Inorganics | 13 | 15 | ||
| Speciality chemicals | 28 | 24 | ||
| Consumer chemicals | 12 | 15 |
Table 1: Products from the chemical industry in 2014 by category (%).
Facts and Figures, CEFIC; 2016 Guide to the Business of Chemistry, American Chemistry Council, 2015.
Basic chemicals
Basic chemicals are divided into
- chemicals derived from oil, known as petrochemicals
- polymers
- basic inorganics
The term ‘petrochemical’ can be misleading as the same chemicals are increasingly being derived from sources other than oil, such as coal and biomass. An example is methanol, commonly produced from oil and natural gas in the US and Europe but from coal in China. Another is ethene, derived from oil and gas in the US and Europe but increasingly from biomass in Brazil. Other examples are described in the units on this web site.
Basic chemicals, produced in large quantities, are mainly sold within the chemical industry and to other industries before becoming products for the general consumer. For example, ethanoic acid is sold on to make esters, much of which in turn is sold to make paints and at that point sold to the consumer. Huge quantities of ethene are transported as a gas by pipeline around Europe and sold to companies making poly(ethene) and other polymers. These are then sold on to manufacturers of plastic components before being bought by the actual consumer. Figure 3 shows a plant producing chemicals which it then immediately uses to manufacture other chemicals.
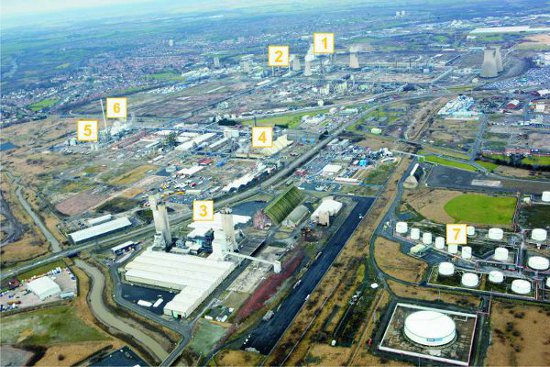 |
|
Figure 3 Many companies use some of their chemical products as intermediates in their own manufacturing processes. There are often clusters of processes which use the output of one as the input to another. This site, at Billingham in the north-east of England, is a good example of such an integrated chemical plant. All the plants are also interconnected by steam pipes to make the most efficient use of energy released during manufacturing processes. 1. Ammonia is made from natural gas which is imported by pipeline from the North Sea. By kind permission of Marc Thorneycroft. |
Petrochemicals and polymers
The production of chemicals from petroleum (and increasingly from coal and biomass) has seen many technological changes and the development of very large production sites throughout the world. The hydrocarbons in crude oil and gas, which are mainly straight chain alkanes, are first separated using their differences in boiling point, as is described in the unit Distillation. They are then converted to hydrocarbons that are more useful to the chemical industry, such as branched chain alkanes, alkenes and aromatic hydrocarbons. These processes are described in the unit, Cracking and related refinery processes.
In turn, these hydrocarbons are converted into a very wide range of basic chemicals which are immediately useful (petrol, ethanol, ethane-1,2-diol) or are subjected to further reactions to produce a useful end product (for example, phenol to make resins and ammonia to make fertilizers). Many examples are found in the group of units on this web site devoted to Basic chemicals.
The main use for petrochemicals is in the manufacture of a wide range of polymers. Due to their importance of these they are given their own section of units, Polymers.
Basic inorganics
These are relatively low cost chemicals used throughout manufacturing and agriculture. They are produced in very large amounts, some in millions of tonnes a year, and include chlorine, sodium hydroxide, sulfuric and nitric acids and chemicals for fertilizers. As with petrochemicals, many emerging countries are now able to produce them more cheaply than companies based in the US and Europe. This has led to tough competition and producers of these chemicals worldwide work continuously to reduce costs while meeting ever more stringent environmental and safety standards.
The units on basic inorganics can be found within the Basic chemicals section of the site.
Speciality chemicals
This category covers a wide variety of chemicals for crop protection, paints and inks, colorants (dyes and pigments). It also includes chemicals used by industries as diverse as textiles, paper and engineering. There has been a tendency in the US and Europe to focus on this sector rather than the basic chemicals discussed above because it is thought that, with active research and development (R & D), speciality chemicals deliver better and more stable profitability. New products are being created to meet both customer needs and new environmental regulations. An everyday example is household paints which have evolved from being organic solvent-based to being water-based. Another is the latest ink developed for ink-jet printers.
Units on selected speciality chemicals can be found within the Materials and Applications section of this site.
Consumer chemicals
Consumer chemicals are sold directly to the public. They include, for example, detergents, soaps and other toiletries. The search for more effective and environmentally safe detergents has increased over the last 20 years, particularly in finding surfactants that are capable of cleaning anything from sensitive skin to large industrial plants. Parallel to this, much work has been done in producing a wider range of synthetic chemicals for toiletries, cosmetics and fragrances.
Units on selected consumer chemicals can be found within the Materials and Applications section.
How does the chemical industry contribute to an economy?
The chemical industry is a very important contributor to the wealth of a country. For example it contributes over 1% to the Gross National Product (GNP) of European countries, which is over 6% of the total GNP produced by all manufacturing industries. Generally personnel in the industry are among the most well rewarded of all manufacturing industries because the industry has the largest proportion of highly qualified people and generally it is the most productive.
What is the value of the industry geographically?
In 2011, worldwide, it was estimated that world sales of chemicals amounted to over $3500 billion (Table 2). This means every man, woman and child in the world, on average, uses $500 worth of chemicals a year. Of course the main users of the chemicals are in the developed countries with each person using approximately $1200 worth of chemicals annually.
| Year | 2001 | 2011 | 2014 |
|---|---|---|---|
| Total sales in (billion $) | 1829 | 3567 | 3555 |
| China | 8.1 | 26.8 | 30.4 |
| Europe (EU) | 29.8 | 19.6 | 17.0 |
| Rest of Asia | 14.0 | 18.8 | 16.3 |
| North America | 27.6 | 17.1 | 12.8 |
| Japan | 10.7 | 6.4 | 4.7 |
| South America | 4.5 | 5.5 | 4.4 |
| Rest of World | 5.3 | 5.8 | 1.4 |
Table 2 The geographic breakdown (%) of the worldwide
chemical sales in 2001, 2011 and 2014.
From Facts and Figures, CEFIC, 2016.
Production in China and other Asian economies is rising rapidly (Table 2). China itself in the space of just 10 years has increased its percentage share from 8.1 to 30.4. In contrast the proportion has shrunk in Europe from 29.8 to 17.0% and that in North America from 27.6 to 16.3%. It is not as dire for Europe and North America as these numbers suggest as the total sales have increased from $545 to $1087 billion. Overall they are taking smaller slices of a much larger cake, but the mass of the slice is still growing. Thus chemical manufacture has increased by 80% in 20 years but its world share has nearly halved. Nevertheless, the manufacturing core of the industry is now decisively in Asia.
Table 3 shows the sales of the countries which have large sales.
| Sales (billion $) |
|
|---|---|
| China | 1222 |
| US | 515 |
| Germany | 162 |
| Japan | 156 |
| South Korea | 133 |
| Brazil | 87 |
| France | 87 |
| India | 80 |
| Taiwan | 77 |
| Italy | 57 |
| Netherlands | 55 |
| United Kingdom | 44 |
| Spain | 43 |
Table 3 Chemical sales by country in 2014 (billion $).
From Facts and Figures 2016, CEFIC.
However these figures can be put into a different perspective when the size of the country’s population is considered (Table 4).
| Sales (billion $) |
Population (million) |
Sales/per head of population ($) |
|
|---|---|---|---|
| China | 1222 | 1382 | 884 |
| US | 515 | 324 | 1590 |
| Germany | 162 | 126 | 1286 |
| Japan | 156 | 81 | 1926 |
| South Korea | 133 | 51 | 2608 |
| Brazil | 87 | 210 | 414 |
| France | 87 | 65 | 1338 |
| India | 80 | 1327 | 603 |
| Taiwan | 77 | 23 | 3348 |
| Italy | 57 | 60 | 950 |
| Netherlands | 55 | 17 | 3235 |
| United Kingdom | 44 | 65 | 677 |
| Spain | 43 | 46 | 935 |
Table 4 Chemical sales per head of population by country in 2014 ( $).
Data calculated from Facts and Figures 2016, CEFIC.
How large are the world’s chemical companies?
It can be seen (Table 5) that the head offices are spread around the world and reflect not only the high growth of chemical markets in the Middle East and in Asia but also the desire of oil producers to participate in making chemicals.
| Company | HQ location |
Sales (billion $) |
|---|---|---|
| BASF | Germany | 63.7 |
| Dow Chemical | USA | 48.8 |
| Sinopec | China | 43.8 |
| SABIC | Saudi Arabia | 34;3 |
| Formosa Plastics | Taiwan | 29.2 |
| Ineos | Switzerland | 28.4 |
| ExxonMobil | USA | 28.1 |
| LyonnellBasell | Netherlands | 26.7 |
| Mitsubishi Chemical | Japan | 24.3 |
| DuPont | USA | 20.7 |
| LG Chem | South Korea | 18.2 |
| Air Liquide | France | 17.3 |
| Linde | Germany | 16.8 |
| AkzoNobel | Netherlands | 16,5 |
| Toray Industries | Japan | 15.5 |
| Evonik | Germany | 15.0 |
| PPG Industries | US | 14.2 |
| Braksem | Brazil | 14.2 |
| Yara | Norway | 13.9 |
| Covestro | Germany | 13.4 |
Table 5 Chemical companies: Sales in 2015 and the location of their head office.
Based on data from Chemical & Engineering News, July 25th 2016.
The chemical industry is highly multi-national. BASF is shown in Table 5 as a German company, but it has manufacturing plants in the US, UK, China and in many other countries worldwide, as well as in Germany. SABIC, whose Head Office is in Saudi Arabia, has manufacturing plants across Europe, the Americas, Asia as well as the Middle East. This company exemplifies the changes wrought in the chemical industry. From manufacturing its first chemicals in 1981, it is now the world’s largest producer of basic chemicals such as poly(phenylethene) (polystyrene), and ethane-1,2-diol (ethylene glycol).
Where are chemical sites located — and why?
The siting of many of the world’s major chemical companies may seem random or puzzling. In fact there are very good reasons for the choice of sites, reasons which also reflect the industrial and consumer landscape of the day.
(a) In the beginning — the nineteenth century
At first sight it seems strange that what are currently the fourth and seventh largest chemical companies in the world, Dow and DuPont , are situated in two small US cities, Midland, Michigan and Wilmington, Delaware. However, the reason that Henry Dow founded his company at Midland in 1897 was because the salt deposits in the area contain particularly high concentrations of bromide ions, and Dow had patented two methods for obtaining elemental bromine from these deposits.
DuPont’s story is more colourful. Eleuthère Irénée (E I) du Pont fled to the United States from the French Revolution. He arrived with considerable experience in manufacturing gunpowder and paid Jacob Broom, a local businessman, $6,740 for a site on the Brandywine River near Wilmington on which to build his first powder mill in 1802. The falling water drove the machinery of the mill and the willow trees on the riverbanks were turned into charcoal, one of the three ingredients of gunpowder. The site was far enough away from Wilmington in case of explosion but near enough to wharves on the river to ship out the powder. A perfect and entirely logical location.
At this time, two great German companies were established — Bayer in 1863 and BASF in 1865. Bayer’s incentive was principally the river Rhine, a tributary of which ran through the city of Barmen (now part of the city of Wuppertal). There Friedrich Bayer and Johann Friedrich Weskott, one a salesman and the other a master dyer, set up a factory to manufacture synthetic dyestuffs from coal-tar for the textile industry. The city was near extensive coal fields, and the Rhine’s tributary offered both a source of power and a means of transport.
BASF, like Bayer, was founded to make dyes but its location was influenced by civic utilities and an early instance of industrial recycling. In 1861 Friedrich Engelhorn built a gasworks in Mannheim and installed the street lighting for the town council. At the same time he seized the opportunity to use the by-product, coal-tar, to make dyes. The company also began to make the other chemicals necessary for dye production, notably alkalis and acids. Engelhorn called his company Badische Anilin- & Soda-Fabrik in recognition of the wide range of chemicals it manufactured and of its location in the Grand Duchy of Baden. With environmental foresight, the city fathers of Mannheim did not want any pollution of their city and so the plant was actually built across the Rhine at Ludwigshafen.
In the UK the locations of much of today’s industry also relate to the nineteenth century’s industrialisation. For example, the concentration of the chemical industry in the Northeast of England was influenced by the location of coal mines, the availability of iron ore (for the steel industry) and the closeness to ports. Similarly, the strong chlor-alkali industry (chlorine, sodium hydroxide, sodium carbonate) in the Northwest of England developed because of local coal and salt mines and the proximity of a major canal leading to a main port of England. The great cotton mills in Lancashire gave the obvious location for the dyestuff industry around Manchester, the largest city in Lancashire.
(b) Up to the present — the twentieth and twenty-first centuries
All of the sites mentioned above are flourishing today, although the companies expanded during the subsequent 150 years to make many other chemicals ranging from plastics to pharmaceuticals. They have also added many new plants all over the world to be near their customers.
Nevertheless, exactly the same range of factors that influenced locations in the nineteenth century are active today, for example:
- access to raw materials,
- plentiful water supplies,
- good communications (road, rail and port facilities),
- closeness to the customer for the products,
- reliable energy supplies,
- the availability of skilled labour.
One thing that changed during the twentieth century was the importance of oil and natural gas feedstocks in supporting the growing petrochemical/polymer industry which developed principally after 1945. This explains why some installations are sited adjacent to oil fields. For example, there is a cluster of companies adjacent to the oil fields in Texas, and the discoveries and development of gas shale (still a controversial process in many countries) in places like Texas, Colorado and Pennsylvania are leading to new investment in chemical plants nearby. Shale gas is extracted by a process called ‘fracking’ which is still a controversial processes in many countres. Fracking is discussed in detail in the unit Extracting crude oil and natural gas.
Access to the sea for transport remains a huge influence. Refineries and chemical companies have been built on the coast of many countries, whether they have their own indigenous oil and gas or whether they import it.
|
Figures 4 and 5 Refineries are usually located near the sea, allowing for the ready import and export of raw materials and products. |
 |
 |
|
| Figures 5 An aerial view of Bukum Refinery, just off the shore of Singapore. By kind permission of Shell International Ltd. |
|
|
Figure 4 Storage tanks and docks at the Kwinana refinery near Perth, Western Australia. |
There are many examples along the US coastline of the Gulf of Mexico and in the UK (for example at Fawley near Southampton, Teesside on the east coast of England, at Mossmorran and Grangemouth in Scotland). Similarly, there are refineries on the coast of mainland Europe, for example near Antwerp (Belgium) and Rotterdam (Netherlands). There are even pipelines that connect refineries, enabling easy transport of the ethene and, in the Netherlands and Belgium, the propene produced by them.
.jpg)
Figure 6 Distribution of ethene by pipeline across Europe.
Other examples of very large refineries with chemical plants either integrated into them or nearby can be seen in Saudi Arabia (Al-Jubail, which has a large chemical complex built near a deep sea water harbour of Ras Tenura on the east coast near Bahrain), India (Jamnagar in the state of Gujarat on the north west coast) and South Korea (Ulsan on the south-east coast on the Sea of Japan). All three are among the world’s largest refineries, Jamnagar actually being the largest.
Many oil producing countries made a strategic decision not just to sell the crude oil, but also to participate in the higher added value markets downstream. They began to invest in both refineries and petrochemical plants close to the oil fields in their own countries (major production facilities now exist, for example, in Saudi Arabia). However, these are far away from the actual markets for the refined oils and chemicals. As it is cheaper to transport crude oil than to distribute many of its end products around the globe, there is now a trend for oil-producing countries to invest in more distant refineries and plants, closer to the consumer market. Meanwhile, US and European companies are investing heavily in vast refineries and chemical plants in emerging countries, in collaboration with the local chemical companies. For example, Shell shares such a complex with the China National Offshore Oil Corporation (CNOOC) in Daya Bay in the south-east of China (Figure 2) and Dow Chemical has linked up with the Saudi Arabian Oil to build a complex at Al- Jubail. This latter investment is massive, in the order of $20 billion.
Another major factor determining location has always been a profitable market for the end products. Since the chemical industry is its own biggest customer, it makes good sense to group together companies that use chemical products as intermediates in their own manufacturing process. This has led to clusters of plants (Figure 3) which successively use the output of one process as the input to another. For example, the manufacture of fertilizers, such as ammonium nitrate and carbamide (urea), can be found adjacent to ammonia plants which are themselves close to plants with a ready source of raw materials, either methane or naphtha, used to make ammonia.
More recently, close proximity to other high technology industries, as well as easy airport access, have been influential factors particularly for plants producing speciality chemicals.
Capital Investment
Capital investment—the investment in new developments is made up of two main components:
- structures (e.g., buildings), and
- equipment.
Investment in structures is mostly for industrial buildings and related structures (loading docks, terminals, etc.).
The investment in equipment includes process equipment such as pressure vessels, storage tanks, heat exchangers, pumps, compressors and electrical equipment. These are discussed in the unit Chemical reactors.
High priority is given to instrumentation, computers, and related automation orinformation processing technologies.
New investment needs include expanding production capacity for both new and existing products,replacing worn-out or obsolete plant and equipment, and improving operating efficiencies (saving energy, increasing protection for the environment.
Research and development (R&D)
Although expensive and time-consuming, research and development is crucial to the industry’s evolution. To keep competitive the industry must:
- find new products which enhance the quality of life
- adapt rapidly to changes in consumer demand around the worldproduce and sell chemicals in quantities that achieve economies of scale
- select locations for bulk chemical companies so that they can access the cheapest raw materials and energy
- improve existing processes for making chemicals in order to use less capital expenditure and save raw materials
- find methods of manufacturing that use and dispose of chemicals which do not harm the environment
- locate speciality chemical companies near good centres of R&D within both the commercial and university sectors.
The R & D cycle — deciding to carry out research on a particular topic, to spend money on development and then to manufacture — involves not only chemists and chemical engineers but other experts; financial (for borrowing the large sums of money needed), marketing (for ensuring that their new or improved product can be sold), legal (to ensure that the patents are secure) and many others.
Discoveries
Sometimes discoveries have been made by accident, for example, the discoveries of both low density and high density poly(ethene). However, neither would have been discovered had chemists not already been doing fundamental research on the reactions of ethene. Other discoveries are the direct results of the clever ideas of chemists with specific aims in mind, for example the discoveries of polyamides, polyesters and, much later, linear low density poly(ethene).
Research into new catalysts is still very fruitful. In recent years, a new catalyst for the manufacture of methanol has meant that the plant can operate at lower temperatures and lower pressures than hitherto, thus saving much energy to the benefit of the environment. A new class of catalysts, the metallocenes have been developed for the manufacture of poly(ethene) and poly(propene) which give superior properties to these plastics for specialised uses.
Other research areas that are now being commercialized include nanotechnology, biotechnology and the development of biofuels to supplement oil supplies. Significant benefits to the environment have come from research to develop processes which lead to improved octane rating of petrol, water-based paints, replacements for chlorofluorocarbons (CFCs) and the development of Green Chemistry as an active research area.
From research to production
Research carried out in the laboratories of industry and universities is only the first step. These discoveries have to be converted into realistic industrial processes. This is the job of the chemical engineer who is responsible for translating the laboratory chemistry to a larger scale. Scaling up production from grams under laboratory conditions to thousands of tonnes in a full scale industrial plant is very painstaking work for chemists and chemical engineers. The intermediate stages between laboratory and full scale production involve equipment that is able to mimic the large scale process and enable the most favourable conditions to be found for a high yield of product obtained at a suitable rate (Figure 7).

Figure 7 An example showing some pilot batch reactors which are separate and
operate in parallel. A computer controls each one and users can perform series
of experiments, changing temperature, pressure and catalyst composition.
By kind permission of the Cambridge Reactor Design Ltd.
The photograph below (Figure shows an intermediate stage in which a a pilot plant, has been made, to find the most suitable conditions for the new OMEGA process to produce ethane-1,2-diol. This is a very important step as often the conditions that are suitable for the process in the laboratory are not necessarily suitable when the process is transferred to larger scale equipment. Thus many experiments under very carefully controlled conditions are carried out to obtain the maximum yield. The chemists and chemical engineers doing this work must also bear in mind the maximum yield may involve additional costs which make the process uneconomic.

Figure 8 The pilot plant for the new OMEGA process to make ethane-1,2-diol.
By kind permission of Shell International Ltd.
If this work is successful the next stage is to make the material on a commercial scale which, as in the case of ethane-1,2-diol, is many hundreds of thousands of tonnes a year (Figure 9). The profitability of the product lies in the design of the industrial scale reactor necessary for the safe manufacture of the desired products. The capital cost of such a plant is likely to be millions of dollars.
| Figure 9 The actual plant for the new OMEGA process to make ethane-1,2-diol, built after successful trials on the pilot plant. This plant produces 750 000 tonnes of the diol each year. By kind permission of Shell International Ltd. |
 |
Designing a plant is a team project and chemists, plant designers and chemical engineers select suitable materials for the construction of the plant. Although the common image is of chemical plants made from gleaming steel, many other materials are used in their construction including a wide variety of metals, plastics, glass and rubber. As construction materials are themselves chemicals, choosing materials which do not react with the chemicals involved in the process is essential to avoid hazardous interactions, the breakdown of the plant, or the contamination of the product.
Construction materials must be
- inert to reactants, intermediates and products
- capable of withstanding very high pressures and temperatures when necessary
- durable.
The chemical industry: how safe and how environmentally regulated?
Safety must be at the top of the chemical industry’s agenda and for good reason. Many of its products are potentially hazardous at some stage during their manufacture and transport. These chemicals may be solids, liquids or gases, flammable, explosive, corrosive and/or toxic. Manufacturing processes frequently involve high temperatures, high pressures, and reactions which can be dangerous unless carefully controlled. Because of this the industry operates within the safety limits demanded by national and international legislation.

Figure 10 Hydrofluoric acid is a very corrosive liquid. Here it is being
loaded automatically into a road tanker.
By kind permission of Mexichem Fluor.
Risks and injuries
In spite of dealing with hazardous operations, the chemical industry actually has a lower number of accidents than industry as a whole. Between 1995 and 2005, across the whole of European manufacture of all types, there were over 4 injuries for every 1000 employees, twice that sustained in the chemical industry. US data, recorded as days lost due to accidents, show an even starker difference; the number of days lost in major companies in the chemical industry through accidents is 4 times less than in manufacturing generally.
| Figure 11 Personnel are given extensive training in the use of safety clothing and equipment. In this photograph, maintenance is being carried out on a reactor used to produce hydrofluoroalkanes. By kind permission of Arkema. |
 |
Environmental regulations
There are serious concerns about the potential impact of certain manufactured chemicals on living organisms, including ourselves, and on the natural environment. These concerns include air, land and sea pollution, global warming and climate change, ozone depletion of the upper atmosphere and acid rain.
The chemical industry has a world-wide initiative entitled Responsible Care. It began in Canada in 1984 and is practiced now in over 60 countries. It commits national chemical industry associations and companies to:
- Continuously improve the environmental, health, safety and security knowledge and performance of our technologies, processes and products over their life cycles so as to avoid harm to people and the environment.
- Use resources efficiently and minimise waste.
- Report openly on performance, achievements and shortcomings.
- Listen, engage and work with people to understand and address their concerns and expectations.
- Cooperate with governments and organisations in the development and implementation of effective regulations and standards, and to meet or go beyond them.
- Provide help and advice to foster the responsible management of chemicals by all those who manage and use them along the product chain.
In the US, chemical companies spend over $12 billion a year on environmental, health and safety programs. This, for example, has led to the reduction of hazardous releases to the air, land and water by 80 percent over the last 25 years. Another environmental measure concerns the use of energy. In the 20 years from 1994, the chemical industry in the US saved about 20% energy per unit of production and in the same period energy saved per unit of production in the EU fell by 55%. Greenhouse gas emission per unit of production (the greenhouse gas intensity) decreased by 58% and 75% in the US and EU, respectively between 1990 and 2014.
Regulations are in force in every major country. In Europe, they are enforced through REACH (Registration, Evaluation Authorisation and restriction of Chemicals). They are fundamentally changing the way chemicals are made, sold and used, by providing a single standardised framework for the safe management of chemicals. REACH places the responsibility on both manufacturers and importers to ensure that all chemicals produced in quantities greater than one tonne a year do not adversely affect human health or the environment. The industry provides comprehensive documented information for all qualifying chemicals and related substances, enabling users of the chemicals to ensure that adequate controls are in place. Chemicals which are produced in amounts of 1000 tonnes or more per year must have been registered by December 2010 and those greater than 1 tonne must be registered by June 2018.
Only a small proportion of chemical wastes are toxic or hazardous. Most of these, together with materials which resist natural breakdown, are incinerated at high temperature. Whenever possible, the waste itself provides the fuel for this process. The gases produced are thoroughly cleaned and ‘scrubbed’ before release into the atmosphere, leaving only ash for disposal. Examples of how by-products are dealt with are seen throughout the units on this web site.
What are the challenges for the chemical industry today?
The chemical industry is undergoing huge changes worldwide. As we have seen above, one concerns the emergence of Middle Eastern countries and China, India and Brazil as manufacturers of chemicals on a mammoth scale, for their own consumption and also for export worldwide. Companies in these countries are also investing in plant in the US and Europe whilst US and European companies are investing in plant in these large emerging countries, making the industry as a whole totally international in the way it conducts business. The challenge for companies in the US and Europe is to cut their costs while ensuring that they conform to the best practice in protecting the environment. This concern about the environment is discussed in the separate units on individual chemicals.
A new revolution beckons. As oil and natural gas become ever scarcer and more expensive, chemists are searching for new feedstocks to supplement or even replace oil and natural gas. And they are rediscovering the virtues of coal (still in huge supply, even though it is a fossil fuel that cannot be replaced) and biomass.
Thus we are coming full circle. In the late 19th and the first part of the 20th centuries, the organic chemical industry was based largely on coal and biomass. Coal was heated strongly in the absence of air to form coal gas (a mixture of hydrogen, methane and carbon monoxide). A liquid (coal tar) was formed as a by-product which contained many useful organic chemicals, including benzene, and the solid residue was coke, an impure form of carbon. Coke was the source of what we now call synthesis gas. Steam was passed over it at high temperatures to yield carbon monoxide and hydrogen. Another source of organic chemicals was biomass. For example, the source of many C2 chemicals was ethanol, produced by fermentation of biomass. C3 and C4 chemicals such as propanone and butanol were also produced on a large scale by fermentation of biomass.
Since then, from the 1940s onwards, the industry has found better and better ways of using the products from the refining of oil to produce not only all the chemicals mentioned above but many more. An example is the growth of the petrochemical industry, with the array of new polymers, detergents, and myriad of sophisticated chemicals produced at low cost.
Perhaps therefore the greatest challenge lies in finding ways to reduce our dependence on non-renewable resources. Thus, as oil and natural gas supplies dwindle, we must find ways to use the older technologies based on biomass to produce chemicals in as an environmentally acceptable way as possible, in terms of energy expended and effluents produced. For example, some ethene and a range of polymers, as well as very large quantities of ethanol, are now being produced from biomass.
Another challenge is to reduce our dependence on non-renewable resources to produce energy. The easiest way to do this is to find ways to run our chemical plants at lower temperatures with the aid of catalysts or by using alternative routes. This has already begun in earnest as noted in the last section. The consumption of energy per unit of production has fallen by about 55% in the EU since 1994 and about 22% in the US since 1990. In consequence, the emission of carbon dioxide has fallen by approximately the same over the same time scales.
The new technologies based on nanomaterials will also be to the forefront in future advances in the chemical industry and it will be important to ensure that the production of these revolutionary materials is safe and of economic benefit.
The chemical industry has many challenges in the 21st century which must be overcome in order to remain at the heart of every major country. It is only through this that the industry can help society to maintain and improve its standard of living and do so in a sustainable way.
Much of the data used in this unit is derived from published work by CEFIC (Conseil Européen des Fédérations de l’Industrie Chimique, The European Chemical Industry Council) and the American Chemical Council.
Date last amended: 13th September 2016
Top 10 Chemical-Producing Countries of the World are : 1. USA 2. Germany 3. Russia 4. China 5. Japan 6. United Kingdom 7. Italy 8. France 9. India 10. Brazil.
Since chemical industry is based on science and technology, its development is more important in developed countries. But now, so many developing countries are also important producers of several chemicals.
The global chemical industry is mostly controlled by few multinational companies as they have the patent right of the products. The major chemical-producing countries are USA, Germany, China, Russia, Japan, France, India, Brazil, Italy, Poland, Belgium, UK, etc.
1. USA:
The United States of America is the world’s leading country in the production of chemical products. It produces nearly 30 to 35 per cent nitric acid, soda ash and caustic soda of the world and also ranks second in the production of sulphuric acid.
The factors responsible for the development of chemical industry in USA are:
(i) The development of science and technology.
(ii) High degree of industrial development.
(iii) Availability of raw material.
(iv) Large and expanding market.
(v) Capital through multinational companies.
The centres of chemical industry in USA are widely distributed. The largest concentration of chemical industry is in the northern states of Pennsylvania, Ohio, Kentucky, Indiana, Tennessee, Alabama, Virginia, etc. Some industries often require products of other chemical industries.
This interdependence or symbiotic relationship between the chemical plants forced most of the industrial establishments to settle within the same region. The other reasons responsible for this higher concentration in those states are the presence of nearby market, excellent transport facilities and availability of all kinds of raw materials within their periphery.
Apart from these states, almost all other states have at least a few chemical-producing units. The Atlantic coastal tracts ranging from New York, New Jersey, Maryland to the south-eastern state of Florida contribute more than 70 per cent of the chemical output. Of late, states of southern USA are heading for rapid development of chemical industry.
The states like New Mexico, Arizona, Utah, Colorado, Kansas, and Oklahoma are progressing in such a way that, within a few decades these southern states may equal the production of the north-eastern states.
In US, sulphuric acid is produced in many parts of the country. But the major sulphuric acid-producing states are Kansas, Oklahoma, Colorado, Texas and Louisiana.
The ammonium products are manufactured in the northern states at Kentucky, West Virginia, Tennessee and Indiana.
Soda ash is mostly produced in the states of Ohio, Michigan, New York, Virginia and Texas. Caustic soda and chlorine are produced in the states of Ohio, Virginia, North and South Carolina and Georgia.
All these heavy chemical products have a large and ready market throughout USA. The light chemical plants are the major buyers of these products.
Light chemical industry includes various products ranging from detergents, toilet products to pharmaceuticals. These products are secondary in nature and mostly produced from the basic or heavy chemical products. Several multinational companies control the industry in USA.
The internationally famous companies are now operating from USA, i.e., companies like Lever Brothers, Colgate and several other detergent producers, and Max Factor. Helene Curtis in toilet products has dominated international market for several decades. All these factories are also located within Atlantic coastal areas for export advantage.
2. Germany:
Germany is also a leading country in chemical industry. In Germany, the chemical industry began as early as in 1886 with the organisation and early growth of the dyestuffs and potash industry.
In Germany, chemical industry has been developed because of the certain favourable factors, such as:
(i) Economic stability and research facilities,
(ii) Availability of raw materials like salt, potash, limestone, dolamite, sulphur, etc.
(iii) Development of thermal power, and
(iv) Extensive market facilities.
The areas of chemical industry in Germany are concentrated in Rhine valley and Upper Saxony. The four main areas are the Ruhr region, Frankfurt region, Northern Rhine region and Upper Saxony region.
3. Russia:
Chemical industry is one of the most important industries in Russia. The early chemical-producing centres were largely concentrated around Moscow — Tula and St. Petersburg.
The present chemical industry has been developed in the following regions:
(i) Moscow region, having centres at Moscow, Novomoskorsk, Voskresensk,
Kazan, Gorky, Dzherzinsk and Yaroslav.
(ii) St. Petersburg region.
(iii) Ural region.
(iv) Siberia and Far-East region.
4. China:
China has now emerged as a leading producer of chemicals, not only in Asia but also in the world. The development of chemical industry in China started in the plan period after 1950, when concerted efforts were made to develop Chinese chemical industry, especially heavy chemical industry.
Special care was taken to increase the production of caustic soda, soda ash, sulphuric acid, hydrochloric acid and nitric acid. The effort made was so sincere that in the last three decades production increased threefold.
The major chemical-producing centres in China are located in its northern part. The urban centres of Nanking, Shanghai and Shantung contribute maximum of the chemical output. The other noted chemical factories are located at Manchuria, Fushun, Penki, Dairen and Anshan. The largest of the plants are located at Manchuria.
5. Japan:
The origin of chemical industry in Japan began only after the First World War. But since then, rapid growth of this industry has placed it in a high position. Although, during the Second World War, Japanese industries including the chemical industry were completely devastated. But, with herculean efforts, Japan was able to rebuild its chemical industry within a short period and surpassed its pre-war production level.
Most of the Japanese chemical plants are either newly constructed or completely rebuilt, so output and productivity is very high. All the plants are new, modernised and automated.
Japan is deficient in raw materials. More than 80 per cent of its factories are entirely dependent on imported raw materials. The only raw material abundant in Japan is sulphur, deposited extensively by volcanic eruptions. Most of the chemical plants in Japan are located within the industrial agglomerations of Osaka-Kobe, Tokyo-Yokohoma, Nagoya, Hemagi and Kyushu.
6. United Kingdom:
In UK, chemical industry has been developed in the following areas:
(i) The Tees valley,
(ii) The Mursey valley and southern Lancashire,
(iii) Tyne valley and Avon valley,
(iv) Scotland, and
(v) London region.
The leading chemical-producing centres are Lancashire, Glasgow, Manchester, Birmingham, Yorkshire, Leeds, Norwich, Middlewich, etc.
7. Italy:
Italy is considered as a leading producer of both light and heavy chemical products. The growth rate in the industry is quite high. Several reasons are responsible for the development of chemical industry in Italy.
These are:
(i) Presence of vast amount of raw materials within the country, including limestone, dolomite, sulphur and potash.
(ii) Availability of cheap hydel-power.
(iii) Good transport system and market facilities.
The major chemical centres in Italy are Naples, Milan, etc.
8. France:
In France, chemical industry has developed in four areas, i.e., north-eastern region, Lorraine region, Leyons-Marseilles region and Bordeaux-Garonne region. The strong industrial infrastructure, abundant coal reserve, developed petroleum refinery industry and presence of several raw materials like salt, dolomite, limestone and potash facilitated the growth of chemical industry in France.
9. India:
India is now an important manufacturer of the chemical products. India produces 6 per cent sulphuric acid, 6.2 per cent soda ash and 4 per cent caustic soda of the world along with a large variety of other chemical products. The major centres of chemical industry in India are Mumbai, Kolkata, Sindri, Jamshedpur, Chennai, Bangalore, Trombay, Vadodara, Ahmedabad, Kanpur, Amritsar, Delhi, etc.
10. Brazil:
Brazil is a significant producer of chemical products not only in South America but also in the world. It produces 5 per cent sulphuric acid, 3 per cent nitric acid and 4 per cent caustic soda to the world’s output. The main centres of chemical industry are Rio de Janeiro, Sao Paulo, Minasgeras, Santos, etc.
Apart from the above, Spain, Belgium, Poland, Australia, Bulgaria, Turkey, Ukraine, Greece, Croatia, etc., are the other important countries, producing chemical products in the world.
Установите соответствие между текстами A–G и заголовками 1–8. Запишите свои ответы в таблицу. Используйте каждую цифру только один раз. В задании один заголовок лишний.
1. Unhealthy eating habits
2. Correcting mother nature
3. The turning point
4. The solution
5. Simple lifestyles
6. Summer all year round
7. Unnatural lasts longer
8. A tricky question
A. Have you ever wondered where our food comes from? The obvious answer is that it comes from the supermarket. However, that still doesn’t answer the question because nowadays, it can come from anywhere on the planet. In addition, we have no idea how some of the food products we buy, such as hot dogs or cookies, are made. For us, food is sometimes a mystery.
B. Long ago, things were not so mysterious. Our ancestors would have known exactly where their food had come from. When we were hunters and gatherers, we ate what we killed or gathered with our own hands. Later as farmers, we grew or raised the food that we ate. If we didn’t grow it ourselves, it would have come from a nearby farm or at the furthest, a neighboring village.
C. Beginning in the late 15th century, during the development of trade with India and America everything changed. Explorers discovered exotic kinds of food such as potatoes, tomatoes, pumpkins and chocolate, and introduced them to Europe. Although they are common now, people back then were suspicious and even thought they might be poisonous. All of a sudden, what you were eating was not so obvious.
D. In recent times, technology and modern forms of transportation have changed things even more. Food can be shipped from one side of the planet to the other, and refrigeration means that we don’t have to worry about things spoiling. As a result, the whole idea of seasonal fruits and vegetables has lost its meaning and it no longer seems strange to eat strawberries in winter. Exotic fruits have become common, and many people have no idea where they come from.
E. Advances in food science and chemistry have changed food even more. Processed foods such as cookies, cereal, spaghetti sauces and soft drinks are made in factories with chemicals. The reason this is done is to save money since natural ingredients cost much more than artificial ones. It’s also done to increase the shelf life, meaning the time that the products can remain on the shelves of the supermarket without going bad.
F. Even if you avoid eating processed foods, you still can’t be sure what you are eating. Farming practices have changed beyond recognition and farms are often run like a factory. Animals are injected with hormones to make them fat and fruits and vegetables are genetically modified to produce ‘improved’ versions. In addition, chemical fertilizers and pesticides are regularly sprayed on plants. The health effects of this are not yet known and have yet to be seen.
G. So what can you do? The main thing you can do is educate yourself so that you know exactly what you are eating. Read the labels carefully and know what chemical ingredients are harmful. Try to buy organic fruits and vegetables that are grown naturally or buy them from local farmers’ markets. By being aware and selective of the food that we buy, we can be more certain of what we are eating, enjoy more delicious food, as well as make sure we are eating healthily.
| Текст | A | B | C | D | E | F | G |
| Заголовок |