
Билеты общего экзамена для проверки знаний специалистов сварочного производства УРОВЕНЬ I (РДС)
Ответы на вопросы выделены желтым цветом
Ответы на вопросы для экзамена по охране труда вы можете посмотреть здесь: «Ответы на билеты по охране труда»
Ответы, необходимые для проверки знаний у лиц, ответственных за безопасное производство работ кранами
БИЛЕТ 1
ВОПРОС 1. Какие признаки наиболее правильно отражает сущность ручной электродуговой сварки штучными электродами (РДС)?
1. Расплавление металлического стержня ограниченной длины и основного металла производится электрической дугой с защитой расплавленных металлов от воздействия атмосферы.
2. Защита дуги и сварочной ванны газом от расплавления покрытия электрода.
3. Расплавление основного металла от теплового воздействия электрической дуги, стержня и покрытия электрода.
ВОПРОС 2. К какой группе сталей относятся сварочные проволоки марок Св-08А, Св-08АА, Св-08ГА, Св-10ГА?
1. Низкоуглеродистой.
2. Легированной.
3. Высоколегированной.
ВОПРОС 3. Укажите, какое влияние оказывает увеличение тока при ручной дуговой сварке на геометрические размеры шва?
1. Увеличивается глубина провара и высота усиления шва.
2. Глубина провара увеличивается, а высота усиления шва уменьшается.
3. Уменьшается глубина провара и увеличивается высота усиления шва .
ВОПРОС 4. Какое определение сварочной дуги наиболее правильно?
1. Электрический дуговой разряд в месте разрыва цепи.
2. Электрический дуговой разряд в межэлектродном пространстве в частично ионизированной смеси паров металла, газа, компонентов электродов, покрытий, флюсов.
3. Электрический дуговой разряд в смеси атомов и молекул воздуха.
ВОПРОС 5. Какими параметрами режима определяется мощность сварочной дуги?
1. Сопротивлением электрической цепи.
2. Величиной напряжения дуги.
3. Величиной сварочного тока и напряжения дуги.
ВОПРОС 6. Какой должна быть величина тока при дуговой сварке в потолочном положении по сравнению с величиной тока при сварке в нижнем положении?
1. Величина тока при сварке в потолочном положении должна быть меньше, чем при сварке в нижнем положении.
2. Величина тока при сварке в потолочном положении должна быть больше, чем при сварке в нижнем положении.
3. Величина тока не зависит от положения сварки в пространстве.
ВОПРОС 7. Какие требования предъявляются к сварочных материалов при входном контроле?
1. Наличие сертификата: полнота и правильность приведенных в нем данных, наличие на каждом упаковочном месте этикеток с контролем данных, приведенных в них, состояние материалов и упаковок.
2. Наличие сертификата: полнота и правильность приведенных в нем данных.
3. Требования к контролю устанавливается в каждом отдельном случае в зависимости от требований Заказчика.
ВОПРОС 8. Для какого класса сталей применяют при сварке электроды типов Э38, Э42, Э42А, Э46, Э46А?
1. Для сварки теплоустойчивых низколегированных сталей.
2. Для сварки углеродистых сталей.
3. Для сварки сталей аустенитного класса.
ВОПРОС 9. Укажите назначение электродного покрытия
1. Упрощает возбуждение дуги, увеличивает коэффициент расплавления металла электродного стержня и глубину проплавления.
2. Защищает металл стержня электрода от окисления, улучшает санитарно-гигиенические условия работы сварщика.
3. Повышает устойчивость горения дуги, образует комбинированную газошлаковую защиту расплавленного электродного металла и сварочной ванны, легирует и рафинирует металл шва и улучшает его формирование.
ВОПРОС 10. Какие род тока и полярность рекомендуются применять при ручной дуговой сварке конструкций из низкоуглеродистой стали электродами с основным покрытием?
1. Переменный.
2. Постоянный ток обратной полярности.
3. Постоянный ток прямой полярности.
ВОПРОС 11. Что понимают под магнитным дутьем дуги?
1. Отклонение дуги от оси шва под действием магнитного поля или воздействия больших ферромагнитных масс.
2. Периодическое прерывание дуги.
3. Колебания капли электродного металла при сварке длинной дугой.
ВОПРОС 12. Какую вольтамперную характеристику должен иметь сварочный источники питания для ручной дуговой сварки?
1. Жесткую или полого падающую.
2. Возрастающую.
3. Падающую.
ВОПРОС 13. Электроды каких марок, имеют рутиловое покрытие?
1. УОНИИ 13/45, СМ-11.
2. АНО-3, АНО-6, МР-3.
3. АНО-7, АНО-8.
ВОПРОС 14. Какие дефекты образуются при сварке длинной дугой электродами с основным покрытием?
1. Газовые поры.
2. Шлаковые включения.
3. Закалочные трещины.
ВОПРОС 15. Какой дефект преимущественно может образоваться при быстром удалении электрода от деталей?
1. Кратерные трещины
2. Непровар
3. Поры
ВОПРОС 16. Укажите наиболее правильное определение понятия свариваемости?
1. Технологическое свойство металлов или их сочетаний образовывать в процессе сварки соединения, обеспечивающие прочность и пластичность на уровне основных материалов.
2. Металлургическое свойство металлов, обеспечивающее возможность получения сварного соединения с общими границами зерен околошовной зоны и литого шва.
3. Технологическое свойство металлов или их сочетаний образовывать в процессе сварки соединения, отвечающие конструктивным и эксплуатационным требованиям к ним.
ВОПРОС 17. Что может способствовать образованию прожога при сварке?
1. Малая величина притупления кромок деталей с V — образной разделкой.
2. Отсутствие зазора в собранном под сварку стыке.
3. Сварка длинной дугой.
ВОПРОС 18. Укажите следует ли удалять прихватки, имеющие недопустимые наружные дефекты (трещины, наружные поры и т.д.) по результатам визуального контроля?
1. Следует.
2. Не следует, если при сварке прихватка будет полностью переварена.
3. Следует удалять только в случае обнаружения в прихватке трещины.
ВОПРОС 19. Какое должно быть напряжение светильников при производстве работ внутри сосуда?
1. 220 В.
2. 36 В.
3. Не выше 12 В.
ВОПРОС 20. Как обозначается сварное соединение на чертеже?
1. Обозначается тип соединения, метод сборки и способ сварки, методы контроля.
2. Указывается ГОСТ, тип соединения, метод и способ сварки, катет шва, длина или шаг, особые обозначения.
3. Указывается метод и способ сварки, длина или шаг, сварочный материал, методы и объем контроля.
Для перехода на следующую страницу, воспользуйтесь постраничной навигацией ниже
Страницы: 1 2 3 4 5 6 7 8 9 10
Экзаменационные тесты для сварщиков с ответами
Правильный вариант ответа отмечен знаком +
1. Чем определяются свойства сварного соединения?
+ Свойствами металла шва, линии сплавления с основным металлом и зоны термического влияния
— Техническими характеристиками использованных электродов
— Свойствами металла линии сплавления и зоны термического влияния
2. С какой целью выполняют разрезку кромок?
— Для экономии металла
— Для более удобного проведения сварочных работ
+ Для обеспечения провара на всю глубину
3. Исправление сквозных дефектов сварных соединений трубопроводной арматуры проводят путем разрезки кромок. Укажите допустимые углы раскрытия кромок.
+ 65-75 градусов
— 15-20 градусов
— 30-45 градусов
4. Расшифруйте смысл маркировки электродов: буква «Э» и следующее за ней цифровое значение.
— Тип электрода и допустимое количество часов использования
+ Тип электрода и гарантируемый предел прочности наплавленного металла в расчете на кгс/мм2
— Марку электрода и серийный номер, присвоенный заводом-производителем
5. Какой должна быть характеристика источников питания для ручной дуговой сварки или наплавки покрытыми электродами?
— Переменной
+ Крутопадающей или жесткой (в комбинации с балластными реостатами)
— Восходяще-контролируемой
6. В каком порядке проводится аттестация сварщиков?
— По решению аттестационной комиссии
— Сначала теоретическая часть экзамена, а затем практическая
+ Сначала практическая часть экзамена, затем теоретическая
7. Укажите верную маркировку, которая бы указывала на толщину покрытия в обозначении электрода.
+ Тонкое покрытие — М, среднее покрытие — С, толстое покрытие — Д, особо толстое покрытие — Г
— Без покрытия — ТО, среднее покрытие — СР, толстое покрытие — ТЛ, особо толстое покрытие — ОТЛ
— Без покрытия — БП, тонкое покрытие — Т, среднее покрытие — С, толстое покрытие — ТТ, особо толстое покрытие – ТТТ
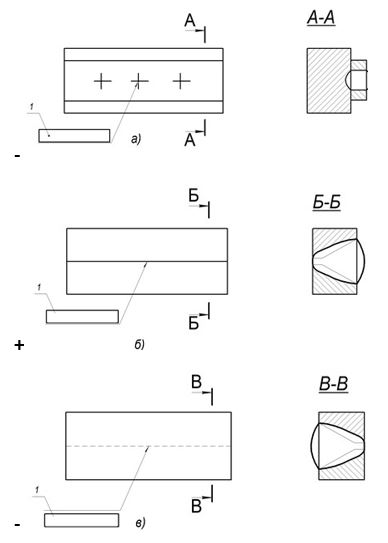
8. На каком из чертежей изображен видимый сварной шов?
9. При выполнении ручной дуговой сварки непровары возникают из-за:
+ Высокой скорости выполнения работ, недостаточной силы сварочного тока
— Малой скорости выполнения работ, чрезмерно большой силы сварочного тока
— Неправильного подбора электродов, чрезмерно большой силы сварочного тока
тест 10. Дайте определение понятию «электрошлаковая сварка».
— Сварка электротоком, при которой побочным продуктов плавления металла является слой флюса, подлежащий вторичному использованию при электродуговой сварке
+ Сварка плавлением, при которой для нагрева используют тепло, выделяемое при прохождении электротока через массы расплавленного шлака
— Сварка плавлением, при которой используются ленточные электроды и слой шлака в качестве охлаждающей среды
11. Ультразвуковой метод контроля позволяет выявить следующие дефекты сварного шва:
— Качество оплавления металла
+ Непровары, трещины, поры, включения металлической и неметаллической природы, несплавления
— Внутренние напряжения металла
12. Максимальная длина гибкого кабеля, используемого для подключения передвижной электросварочной установки к коммутационному аппарату, составляет:
— 25 м
— 20 м
+ 15 м
13. Конструктивными характеристиками разделки кромок являются:
+ Притупление, угол скоса кромки
— Температура плавления металла, глубина проварки
— Угловатость, угол скоса кромки
14. Остаточные сварочные деформации – это:
— Деформации, которые связаны с дефектами электродов
+ Деформации, которые остаются после завершения сварки и полного остывания изделия
— Деформации, образовавшиеся после воздействия краткосрочной механической нагрузки на сварное соединение
15. Какой дефект сварного шва изображен на рисунке?

— Несплавление
+ Непровар
— Неправильная разделка кромок
16. Прожоги образуются по причине:
+ Несоответствия силы сварочного тока и толщины свариваемых элементов
— Неправильно подобранных электродов
— Неправильно подобранного размера сварочной ванны
17. Укажите оптимальный метод предупреждения образования горячих трещин при сварке.
— V-образная разделка кромок
+ Выбор правильной формы разделки кромок, снижение погонной энергии
— Проведение термической обработки металла до сварки
18. Контроль качества сварных соединений проверяют по:
+ Свойствам металла шва, линии сплавления с основным металлом и зоне термического влияния
— Внешнему виду катета сварного шва
— Цвету сварного шва
19. Внешний вид излома сварного соединения позволяет определить:
— Прочность, устойчивость против коррозии, деформационную стойкость
+ Строение и структуру металла, что является ценной информацией для оценки его пластических свойств
— Наличие вредных примесей в металле
тест-20. Перечислите типы сварных соединений.
+ Стыковые, тавровые, угловые, внахлест
— Плоские, угловые, стыковые, объемные
— С нахлестом, без нахлеста
21. Опишите принцип заземления сварочного оборудования.
— К оборудованию приваривается медный провод. Обязательно наличие надписи «Земля»
— Оборудование имеет специальный зажим, расположенный в доступном месте. Наличие надписи «Земля» опционально
+ Оборудование имеет болт с окружающей его контактной площадкой. Обязательно наличие надписи «Земля»
22. Влияние подогрева изделия в процессе сварки на величину остаточных деформаций выражается в:
— Увеличении этих деформаций
+ Уменьшении этих деформаций
— Влияние отсутствует
23. Магнитное дутье дуги – это:
— Увеличение линейных размеров дуги из-за воздействия магнитного поля сплавляемого металла
+ Отклонение дуги от оси электрода, возникающее из-за влияния магнитных полей или ферромагнитных масс при сварке
— Увеличение проплавления изделия, возникшее из-за влияния магнитного поля дуги
24. Когда возможно исправление дефектов в сварных изделиях, подлежащих последующему отпуску (термообработке)?
+ До отпуска
— После отпуска
— По мере обнаружения дефектов
25. Сварные проволоки Св-08, Св-08а, Св-10ГА относят к … классу сталей.
— Легированному
— Высоколегированному
+ Низкоуглеродистому
26. Методы контроля степени воздействия на материал сварного соединения бывают:
+ Разрушающими и неразрушающими
— Радиографическими и ультразвуковыми
— Статическими и динамическими
27. Укажите цель проведения сопутствующего и предварительного подогрева.
— Повышение содержания углерода в металле
+ Выравнивание неравномерности нагрева при сварке, снижение скорости охлаждения и уменьшение вероятности возникновения холодных трещин
— Повышение скорости охлаждения металла в зоне сварки
28. Наплыв в металле шва – это:
— Неровность металла, влияющая на эксплуатационные и эстетические характеристики сварного изделия
+ Дефект в виде металла, который наплыл на поверхность свариваемого металла или ранее выполненного валика и не сплавившийся с ним
— Отклонение линейных размеров шва от эталонных (назначенных в чертежах)
29. Цифры возле букв на чертеже сварного шва обозначают:
+ Порядковый номер шва в соответствии с ГОСТ
— Предпочтительную толщину электрода для проведения работ
— Длину катета шва
тест_30. Требования, которые предъявляются к качеству исправленного участка шва:
— Определяются приемочной группой индивидуально
+ Аналогичны тем, которые предъявляются к качеству основного шва
— Зафиксированы в нормативных документах и зависят от вида шва
Тестирование по экзаменационным билетам сварщика
Тестирование по экзаменационным билетам сварщика.
(4).jpg "Аттестация сварщика")
От квалификации
сварщика зависит качество изготовляемой продукции. Для опасных объектов сварка
доверяется только сварщикам высокой категории.
К работам
допускаются только аттестованные
сварщики, имеющих удостоверение единого
образца Ростехнадзора с отметкой по допуску определенных видов работ. Первичное
обучение и аттестация сварщика проводится
в учебном предприятии на курсовой подготовке.
Аттестация сварщика
подтверждается ежегодно
То есть,
чтобы работать сварщиком, нужно всегда сдавать экзамены на подтверждение знаний
сварочного производства.
На нашем
сайте размещены экзаменационные экзамены для аттестации сварщиков 1 го уровня, (взятые с сайта Веб-Механик), по которым
можно пройти тестирование, закрепить
свои знания и приобрести дополнительные знания.
Тестирование
можно проходить неограниченное время — бесплатно
Кроме
теоретических знаний сварщик должен подтвердить допуск к работам сваркой:
- Качественная сварка на экзамене в горизонтальном и потолочном положении, дает
допуск к сварочным работам в любом пространственном положении; - При допуске к сварке труб и
трубопроводов должны произвести сварку
неповоротные стыки труб; - Допуск на контактную сварку, требует сварки четыре образца труб – два на
разрыв и два на сплющивание.
.jpg "Сварка потолочного шва")
Тест и билеты электрогазосварщика
Перед допуском к самостоятельной работе, электрогазосварщик, вне зависимости от разряда, обязан пройти первичную проверку на знание производственной инструкции и инструкции по охране труда и раз в 12 месяцев проходить периодическую проверку знаний.
Данный бесплатный экзаменационный онлайн тест 2022 года разработан для подготовки к первичному и повторному экзамену электрогазосварщиков. Тестовые вопросы и ответы соответствуют профессиональному стандарту «Сварщик» утв, приказом Министерства труда и соцзащиты N 701н от 28.11.2013.
Все вопросы с ответами на этом сайте обновлены и актуальны на сегодняшний день.
В наибольшей безопасности тот, кто начеку, даже когда нет опасности.
Сайрус Паблиус
Тест электрогазосварщика
Билеты для аттестации и/или проверки знаний
-
Билет №
1 -
Билет №
2 -
Билет №
3 -
Билет №
4 -
Билет №
5 -
Билет №
6 -
Билет №
7 -
Билет №
8 -
Билет №
9 -
Билет №
10
-
Билет №
11 -
Билет №
12 -
Билет №
13 -
Билет №
14 -
Билет №
15 -
Билет №
16 -
Билет №
17 -
Билет №
18 -
Билет №
19 -
Билет №
20
Верхняя таблица (таблица билетов) предназначена для проверки знаний и тренировки перед экзаменом, посредством решения билетов. Билеты наполняются рандомными вопросами, а также есть возможность формирования протокола (результатов) экзамена.
Нижняя таблица (таблица вопросов) предназначена для подготовки к экзамену, вопросы представлены строго по порядку и не меняются.
Вопросы для подготовки к аттестации и/или проверки знаний
-
Вопросы
1
—
5 -
Вопросы
6
—
10 -
Вопросы
11
—
15 -
Вопросы
16
—
20 -
Вопросы
21
—
25
-
Вопросы
26
—
30 -
Вопросы
31
—
35 -
Вопросы
36
—
40 -
Вопросы
41
—
45 -
Вопросы
46
—
50
-
Вопросы
51
—
55 -
Вопросы
56
—
60 -
Вопросы
61
—
65 -
Вопросы
66
—
70 -
Вопросы
71
—75
Экзаменационный тест электрогазосварщика с ответами
Электрогазосварщик — это рабочая профессия при которой выполнение работ осуществляется ручной электродуговой и также газовой сваркой. Основные трудовые функции: сварка металлических конструкций различной сложности, резка металлов, наплавка различных деталей и изделий с помощью аппарата электродуговой сварки или аппарата газовой сварки.
Экзаменационный тест электрогазосварщика разработан на основе трудовых функций данной профессии с применением новых нормативно-правовых актов.
Условиями допуска для работников в данной сферы деятельности является:
— Изучение производственных инструкций, инструкцией по ОТ;
— Прохождение обязательных первичных и периодических медицинских осмотров;
— Прохождение обучения и проверки знаний правил безопасной эксплуатации сосудов под давлением;
— Обучение и проверка знаний норм и правил работы в электроустановках;
— Обучение и проверка знаний мерам пожарной безопасности;
— Обучение и проверка знаний по охране труда.
Билеты для электрогазосварщика
На нашем сайте вы сможете полноценно подготовиться к экзамену электрогазосварщика на все разряды. Подготовка осуществляется решением билетов с выбором правильного ответа. Билеты представляет собой перечень вопросов с вариантами ответов и выделенным правильным ответом (в некоторых случаях может быть несколько правильных вариантов ответов). Вопросы и ответы составлены из нормативно-правовых актов (НПА) соответствующей деятельности.
ЭКЗАМЕН (КВАЛИФИКАЦИОННЫЙ)
ПО ПРОФЕССИОНАЛЬНОМУ МОДУЛЮ
ПМ. 01. ПОДГОТОВИТЕЛЬНО-СВАРОЧНЫЕ РАБОТЫ
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ ПО ПОДГОТОВКЕ И ПРОВЕДЕНИЮ ЭКЗАМЕНА (КВАЛИФИКАЦИОННОГО) ПО ОСВОЕНИЮ
ПРОФЕССИОНАЛЬНОГО МОДУЛЯ
. Абакан,
2014
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
федеральное государственное бюджетное специальное учебно-воспитательное учреждение для детей и подростков с девиантным поведением
«Специальное профессиональное училище открытого типа г. Абакана»
ЭКЗАМЕН (КВАЛИФИКАЦИОННЫЙ)
ПО ПРОФЕССИОНАЛЬНОМУ МОДУЛЮ
ПМ. 01. ПОДГОТОВИТЕЛЬНО-СВАРОЧНЫЕ РАБОТЫ
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ ПО ПОДГОТОВКЕ И ПРОВЕДЕНИЮ ЭКЗАМЕНА (КВАЛИФИКАЦИОННОГО) ПО ОСВОЕНИЮ
ПРОФЕССИОНАЛЬНОГО МОДУЛЯ
150709.02 Сварщик (электросварочные и газосварочные работы)
г. Абакан,
2014
|
РАССМОТРЕНЫ ЦМК технического профиля Протокол № 04 от «08» декабря 2014 г. Руководитель ЦМК __________ Н.М. Бабкина |
СОГЛАСОВАНОЗам. директора по УПР __________ Грачева Л.В. «09» декабря 2014г. |
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ ПО ПРОВЕДЕНИЮ ЭКЗАМЕНА (КВАЛИФИКАЦИОННОГО) ПО ОСВОЕНИЮ ПРОФЕССИОНАЛЬНОГО МОДУЛЯ ПМ. 01. ПОДГОТОВИТЕЛЬНО-СВАРОЧНЫЕ РАБОТЫ
Абаканское спец. ПУ, г. Абакан 2014.– 42 с.
Данные методические рекомендации предназначены для педагогических работников, преподающих междисциплинарные курсы, ведущих учебную и производственную практику в рамках профессионального модуля ПМ. 01. Подготовительно-сварочные работы. В данных методических рекомендациях раскрыто понятие экзамена (квалификационного), указаны условия допуска обучающихся Абаканского спец. ПУ профессии 150709.02 Сварщик (электросварочные и газосварочные работы) к экзамену (квалификационному), порядок и условия проведения экзамена (квалификационного), состав экзаменационных материалов экзамена (квалификационного), структура экзаменационной комиссии. Методические рекомендации составлены в соответствии с «Положением по организации и проведению промежуточной аттестации обучающихся в Абаканском спец. ПУ».
Методические рекомендации составлены:
мастером производственного обучения Бабкиной Н.М.
методистом Абаканского спец. ПУ Асочаковой М.Е.
Содержание
|
Пояснительная записка……………………………………………….. |
5 |
|
|
1 |
Рекомендации по порядку подготовки к экзамену (квалификационному) ………………………………………………… |
7 |
|
2 |
Рекомендации по формированию состава экзаменационной комиссии для проведения экзамена (квалификационного) ….…….. |
9 |
|
3 |
Рекомендации по процедуре и условиям проведения экзамена (квалификационного)…………………………………………………. |
10 |
|
4 |
Рекомендации по составлению экзаменационных материалов экзамена (квалификационного)……………………………………… |
13 |
|
Приложение А Рекомендации обучающимся по подготовке к экзамену (квалификационному) …………………………………….. |
15 |
|
|
Приложение Б Образец протокола итогов учебной практики ……. |
17 |
|
|
Приложение В Образец аттестационного листа ……………………. |
19 |
|
|
Приложение Г Образец протокола итогов производственной практики ……………………………………………………………….. |
20 |
|
|
Приложение Д Образец характеристики профессиональной деятельности обучающихся во время производственной практики.. |
21 |
|
|
Приложение Е Образец дневника производственной практики обучающихся …………………………………………………………. |
22 |
|
|
Приложение Ж Образец таблицы перечня наглядных пособий, материалов справочного характера, нормативных документов, разрешенных к использованию на экзамене (квалификационном).. |
23 |
|
|
Приложение И Образцы заданий для экзаменующихся…………… |
24 |
|
|
Приложение К Образец пакета экзаменатора………………………. |
34 |
|
|
Приложение Л Образец оценочной ведомости по экзамену (квалификационному) ………………………………………………… |
40 |
|
|
Приложение М Образец экзаменационной ведомости ……………. |
42 |
Пояснительная записка
Введение нового поколения Федеральных государственных образовательных стандартов начального профессионального образования связано с изменениями требований к результатам освоения, к которым относятся готовность к выполнению определенного вида профессиональной деятельности, освоение профессиональных компетенций, развитие общих компетенций в ходе профессионального обучения.
Цель разработки методических рекомендаций по подготовке и проведению экзамена (квалификационного) по освоению профессионального модуля:
— систематизировать доступную информацию по организации подготовки и проведения экзамена (квалификационного);
— определить единые требования к подготовке и проведению экзамена (квалификационного) по освоению профессионального модуля.
В соответствии с требованиями ФГОС контроль результатов обучения определяется как процесс сопоставления фактически достигнутых результатов обучения с запланированными в целях обеспечения качества подготовки обучающихся.
Оценка результатов обучения – процедура определения соответствия индивидуальных образовательных достижений обучающихся требованиям потребителей образовательных услуг. Цель оценки – установление соответствия освоенных (продемонстрированных в процедурах оценки) профессиональных и общих компетенции обучающихся требованиям ФГОС. Для качественного и верного контроля и оценки необходимо четко разработать: виды, формы и процедуры контроля; объекты оценивания; а также определить критерии оценки, спланировать процедуру контроля (условия допуска), создать методическое обеспечение и др.
Профессиональный модуль состоит из трех взаимосвязанных частей – междисциплинарный курс (МДК), учебная практика и производственная практика.
Предметом оценки освоения МДК являются профессиональные компетенции, а также практический опыт, умения и знания. Предметом оценки по учебной и (или) производственной практике является приобретение умений и практического опыта. Субъектом оценочной деятельности освоения МДК и прохождения практики выступает образовательное учреждение.
Успешное освоение обучающимися всех элементов программы профессионального модуля – МДК, учебной и производственной практик, а также положительная характеристика и рекомендации работодателя является условием допуска к экзамену (квалификационному).
Экзамен (квалификационный) – это обязательная форма промежуточной аттестации обучающихся.
Экзамен (квалификационный) призван определить конечные результаты обучения, охватывающий всю систему приобретенного практического опыта, умений и знаний по профессиональному модулю.
Экзамен (квалификационный) проводится как процедура внешнего оценивания результатов освоения обучающимися профессионального модуля (вида профессиональной деятельности) с участием представителей работодателя и выявляет готовность обучающегося к выполнению определенного вида профессиональной деятельности и сформированность у него компетенций, указанных в разделе «Требования к результатам освоения основной профессиональной образовательной программы» ФГОС НПО. Итогом проверки является однозначное решение: «Вид профессиональной деятельности освоен/не освоен».
1 Рекомендации по порядку подготовки к экзамену (квалификационному)
Виды и условия проведения экзамена (квалификационного) определяются образовательным учреждением.
Форма и процедура проведения экзамена (квалификационного) доводится до обучающихся в течение первых двух месяцев от начала обучения.
Экзамен (квалификационный) по профессиональному модулю проводится в день, освобожденный от других видов учебных занятий в счет времени, отведенного учебным планом на промежуточную аттестацию.
Экзамен (квалификационный) может проводиться как в период экзаменационной сессии, так и в конце установленного срока прохождения производственной практики.
Экзамен (квалификационный) проводится в специально подготовленных помещениях: учебных кабинетах, учебно-производственных мастерских, в условиях предприятий.
Время проведения экзамена устанавливается в зависимости от формы проведения экзамена (квалификационного).
Для подготовки к проведению экзамена (квалификационного) устанавливается следующий порядок:
1. Директором Абаканского спец. ПУ издается приказ о сроках и месте проведения экзамена (квалификационного) по профессиональному модулю, о назначении ППР, ответственных за проведение экзамена (квалификационного), а также о назначении и составе экзаменационной и конфликтной комиссий.
2. Заместитель директора по УПР составляет график консультаций по профессиональному модулю, которые могут проводиться в период подготовки к экзамену (квалификационному) за счет общего бюджета времени, отведенного на консультации. График утверждается директором ОУ.
3. Преподаватель профессионального модуля и мастер производственного обучения подготавливают пакет документов, являющихся основанием для проведения экзамена (квалификационного):
— рабочая программа профессионального модуля;
— программы учебной и производственной практики;
— комплект контрольно-оценочных средств по профессиональному модулю;
— методическое обеспечение (методические рекомендации обучающимся по подготовке и процедуре сдачи экзамена (квалификационного) (Приложение А);
— журналы теоретического и производственного обучения учебной группы;
— протокол итогов учебной практики (Приложение Б);
— аттестационные листы с указанием видов работ, выполненных обучающимся во время учебной практики, их объема, качества выполнения в соответствии с технологией (Приложение В);
— протокол итогов производственной практики (Приложение Г);
— характеристики профессиональной деятельности обучающихся во время производственной практики (Приложение Д);
— дневники производственной практики обучающихся (Приложение Е);
— перечень наглядных пособий, материалов справочного характера, нормативных документов, разрешенных к использованию на экзамене (квалификационном) (Приложение Ж);
— раздаточный материал для проведения экзамена (квалификационного) (задания для экзаменующихся) (Приложение И);
— пакет экзаменатора (Приложение К);
— оценочные ведомости по экзамену (квалификационному) на каждого обучающегося (Приложение Л);
— экзаменационная ведомость (Приложение М).
4. Цикловая методическая комиссия технического профиля рассматривает и утверждает представленный пакет документов для проведения экзамена (квалификационного).
5. Председатель и члены экзаменационной комиссии информируются о дате проведения экзамена (квалификационного) не позднее, чем за 7 дней до начала экзамена, обучающиеся – не позднее, чем за 14 дней.
6. Учебно-производственная мастерская подготавливается к проведению экзамена (квалификационного) не позднее, чем за 2 дня до проведения процедуры экзамена (проводится проверка оборудования, инструментов, приспособлений, размещаются наглядные пособия, материалы справочного характера, нормативные документов, разрешенные к использованию на экзамене).
2 Рекомендации по формированию состава экзаменационной комиссии для проведения экзамена (квалификационного)
Экзаменационная комиссия организуется по каждому профессиональному модулю или единая для группы родственных профессиональных модулей.
Состав экзаменационной комиссии:
— Председатель комиссии (организует и контролирует деятельность комиссии, обеспечивает единство требований к обучающимся); для проведения экзамена (квалификационного) Председателем комиссии назначается представитель администрации ОУ;
— члены экзаменационной комиссии в количестве не более 5 человек (ведущие преподаватели и мастера производственного обучения ОУ); также в состав комиссии обязательно включается представитель работодателя.
3 Рекомендации по процедуре и условиям проведения экзамена (квалификационного)
1. К экзамену (квалификационному) допускаются обучающиеся, освоившие все составные элементы программы профессионального модуля (МДК, учебная и производственная практика).
2. Экзамен проводится одновременно для всей учебной группы, по подгруппам, путем выполнения практических заданий. Количество вариантов экзаменационных заданий – 10. Задание предусматривает одновременную проверку освоения всех компетенций. На выполнение экзаменационного задания по ПМ.01. Подготовительно-сварочные работы отводится 80 минут.
3. Экзамен (квалификационный) начинается в 900 и длится 6 часов.
4. В помещении во время сдачи экзамена (квалификационного) могут находиться Председатель и члены экзаменационной комиссии, подгруппа экзаменующихся (не более 10 человек одновременно). Присутствие на экзамене (квалификационном) посторонних лиц (включая инспектирующие органы) без разрешения Председателя экзаменационной комиссии не допускается.
5. Обучающийся входит и называет свою фамилию.
6. Преподаватель дает краткую характеристику данному учащемуся по степени освоения МДК модуля, затем руководитель учебной практики (мастер производственного обучения) дает характеристику по освоению программы практики.
7. Для проведения экзамена (квалификационного) с использованием экзаменационных материалов в виде вариантов практических заданий каждый экзаменующийся берет бланк экзаменационного задания и называет его номер экзаменационной комиссии для занесения в протокол. После этого знакомится с текстом задания, инструкцией к нему, лимитом времени, условиями выполнения задания и критериями оценки. Экзаменующийся приступает к выполнению задания; с этого момента начинается отсчет времени.
8. В ходе выполнения экзаменационного задания экзаменующийся должен продемонстрировать комиссии практический опыт:
— выполнения типовых слесарных операций, применяемых при подготовке металла к сварке;
— подготовки газовых баллонов, регулирующей и коммуникационной аппаратуры для сварки и резки;
— проверки точности сборки;
— выполнения сборки изделий под сварку;
— осуществления рефлексии выполнения задания и коррекции подготовленных продуктов перед сдачей;
— самостоятельности выполнения задания;
— своевременности выполнения задания в соответствии с установленным лимитом времени);
— поиска информации, необходимой для эффективного выполнения профессиональных задач.
9. Члены экзаменационной комиссии наблюдают за процессом выполнения задания и определяют уровень сформированности общих и профессиональных компетенций обучающегося.
10. По окончании выполнения задания экзаменующийся сдает подготовленный продукт экзаменационной комиссии на проверку и убирает рабочее место.
11. Экзаменационная комиссия проверяет подготовленный продукт согласно показателям оценки результата и выставляет по каждому показателю оценку «выполнил/не выполнил».
12. Члены экзаменационной комиссии заполняют оценочную ведомость по профессиональному модулю и дают заключение, сформированы или нет у обучающегося общие и профессиональные компетенции.
13. Экзаменационная комиссия принимает решение и дает однозначное заключение о том, что «вид профессиональной деятельности освоен/не освоен»; заполняется экзаменационная ведомость, подписывается Председателем и членами экзаменационной комиссии.
14. При отрицательном заключении хотя бы по одному показателю оценки результата освоения профессиональных компетенций принимается решение «вид профессиональной деятельности не освоен». При наличии противоречивых оценок по одному и тому же показателю при выполнении разных видов работ, решение принимается в пользу обучающегося.
15. Результат экзамена (квалификационного) доводится до сведения обучающегося сразу после принятия решения экзаменационной комиссией.
16. Объективность оценивания экзаменационной работы, разрешение спорных вопросов, возникающих при проведении экзамена (квалификационного) и оценке его результатов обеспечивает Конфликтная комиссия. Решение Конфликтной комиссии сообщается обучающемуся (законному представителю) не позднее чем через два рабочих дня после подачи апелляции.
17. Обучающимся, не сдавшим экзамен (квалификационный) в установленные сроки, заместитель директора по УПР своим письменным распоряжением может установить индивидуальные сроки сдачи экзамена.
4 Рекомендации по составлению экзаменационных материалов экзамена (квалификационного)
1. Экзамен (квалификационный) по профессиональному модулю ПМ.01. Подготовительно-сварочные работы проводится в форме выполнения практических заданий.
2. Группы проверяемых профессиональных и общих компетенций по ПМ.01. Подготовительно-сварочные работы: ПК1, ПК2, ПК3, ПК4; ОК1, ОК2, ОК3, ОК4, ОК6, ОК7.
3. В верхней части бланка задания для экзаменующегося располагаются реквизиты согласования и утверждения экзаменационных материалов.
4. Ниже располагается номер варианта задания и инструкция экзаменующемуся по его выполнению.
5. При формировании вариантов экзаменационной работы следует учитывать, что они должны быть равноценны по структуре, объему, по проверяемым умениям и видам деятельности, а также по уровню сложности заданий и критериям оценки. Задания, включенные в разные варианты под одним и тем же номером, должны проверять одни и те же виды деятельности одинакового уровня сложности.
6. Текст одного варианта экзаменационного задания экзамена (квалификационного) по ПМ.01. Подготовительно-сварочные работы состоит из двух заданий.
7. Выполняя первое задание экзаменующийся должен продемонстрировать практические навыки, умения и знания при подготовке металла к сварке.
8. При выполнении второго задания должен доказать свою готовность к выполнению технологических приемов сборки изделий под сварку.
9. При разработке экзаменационных материалов следует обратить внимание на формулировки заданий, в которых должны быть обозначены конкретные виды деятельности (выполните, подготовьте и др.).
10. Далее следует описание условий выполнения экзаменационного задания. На экзамене обучающимся разрешается пользоваться информационными источниками: технологическими картами, справочной и учебной литературой.
11. Текст экзаменационного задания сопровождается критериями оценивания результатов его выполнения для получения положительной оценки. Критерии оценки экзаменационного задания должны быть понятными для обучающихся.
Приложение А
Методические рекомендации обучающимся по подготовке к экзамену (квалификационному)
Дорогой учащийся!
1. Для качественной подготовки к экзамену (квалификационному) сформулируй для себя цель сдачи предстоящего экзамена (проверить себя; получить высокую оценку своего труда; закончить очередной этап обучения и т.п.) и наметь пути и способы её достижения, конкретизируй уровень своих притязаний.
2. Уточни у преподавателя (мастера производственного обучения) информацию о форме, условиях и процедуре проведения экзамена (квалификационного).
3. Изучи перечень профессиональных компетенций, которые ты должен продемонстрировать в ходе экзамена, уточни критерии успешной сдачи экзамена.
4. Ознакомься с графиком консультаций и обязательно посещай их, чтобы устранить возможные пробелы в знаниях и практической подготовке, иные проблемы. Сформулируй свои вопросы, желательные для обсуждения на консультации.
5. Ознакомься со списком рекомендуемой основной и дополнительной литературы и источников.
6. Прочитай весь лекционный материал по теме профессионального модуля в своем конспекте, стараясь акцентировать внимание на основных понятиях, важных определениях и т.п.
7. Если по ходу выполнения практического экзаменационного задания потребуется выполнять расчеты, выпиши формулы, найди нужные коэффициенты и постоянные в справочных таблицах или другой литературе. Сделай несколько тренировочных расчетов.
8. Внимательно прочти еще правила техники безопасности и охраны труда при выполнении работы.
9. Накануне перед экзаменом подготовь рабочую спецодежду и обувь, индивидуальные средства защиты.
10. Перед экзаменом следует хорошо выспаться, обязательно позавтракать утром.
11. На экзамен не опаздывай – опоздание выведет тебя из равновесия, что может повлиять на результат экзамена.
12. Когда войдешь в помещение для сдачи экзамена, обязательно поздоровайся с членами экзаменационной комиссии и назови свою фамилию.
13. Внимательно слушай свою характеристику, которую зачитывает твой мастер – всегда полезно выслушать о себе мнение других людей.
14. Взяв бланк задания, громко произнеси вслух номер задания.
15. Сосредоточься, читая инструкцию и условия выполнения задания.
16. Особенно внимательно читай формулировки заданий (что требуется сделать).
17. Приступи к выполнению заданий, при этом помни, что нужно соблюдать правила техники безопасности и охраны труда и уложиться в лимит времени.
18. Неукоснительное соблюдение норм, правил и инструкций поможет тебе получить более высокий результат на экзамене.
19. В процессе выполнения заданий постоянно делай самоконтроль, чтобы вовремя исправить возможные недочеты.
20. По окончании выполнения заданий сдай работу комиссии и убери рабочее место.
21. После оглашения результатов экзамена, если они ты с ними не согласен, имеешь право обратиться в Конфликтную комиссию для разрешения всех вопросов.
Желаем успешной сдачи экзамена!
Верь в себя – и у тебя всё обязательно получится!
Приложение Б
Образец протокола итогов учебной практики
Протокол
итогов учебной практики
|
Профессия НПО код, наименование профессии |
||||||||||||||
|
150709.02 Сварщик (электросварочные и газосварочные работы) |
||||||||||||||
|
Группа |
С 11 |
курс |
1 |
|||||||||||
|
Место проведения практики (организация), наименование, юридический адрес: |
||||||||||||||
|
Абаканское спец. ПУ г. Абакан кв. Молодежный, 3 |
||||||||||||||
|
Время проведения учебной практики |
||||||||||||||
|
Количество учащихся в группе |
3 |
человек |
||||||||||||
|
Количество учащихся, выполнявших работы |
3 |
Человек |
||||||||||||
|
№ |
Фамилия, имя, отчество обучающегося |
Решение комиссии (зачет/не зачет) |
Основание (аттестационный лист) |
|||||||||||
|
1 |
Бубличенко Андрей Олегович |
аттестационный лист |
||||||||||||
|
2 |
Гамзин Владислав Вячеславович |
аттестационный лист |
||||||||||||
|
3 |
Китов Никита Александрович |
аттестационный лист |
||||||||||||
|
Директор Абаканского спец. ПУ |
_________________В.И. Суханов |
|
Зам. директора по УПР |
__________________Л.В. Грачева |
|
Старший мастер |
________________О. В. Николаев |
|
Преподаватель |
___________________Е. Зубов |
Приложение В
Аттестационный лист
1. __________________________группа С11 профессия НПО 150709.02 Сварщик (электросварочные и газосварочные работы)
2. Место проведения практики (организация), наименование, юридический адрес
Абаканское спец. ПУ г. Абакан Республика Хакасия пр. Молодежный 3
3.Время проведения практики ________________________
4.Качество выполнения работ проверяется в соответствии с требованиями ЕСТД и ЕСКД
5.Виды и объем работ, выполненные обучающимся во время практики:
|
№ п/п |
Виды работ |
Объем часов |
Отметка о выполнении выполнил/не выполнил |
|
Подготовительно-сварочные работы |
24 |
||
|
1 |
Вводное занятие Правка и очистка металла |
6 |
|
|
2 |
Разметка и резка металла Рубка металла |
6 |
|
|
3 |
Опиливание металла |
6 |
|
|
4 |
Гибка металла |
6 |
|
|
Технологические приемы сборки изделий под сварку |
30 |
||
|
5 |
Вводное занятие Ознакомление со сварочно- сборочными приспособлениями, с их видами и назначением (стальные струбцины, прижимные устройства, винтовые рамки, стяжные приспособления, винтовые распорки). |
6 |
|
|
6 |
Виды сварных швов и основных типов сварных соединений |
6 |
|
|
7 |
Наложение прихваток при сборке изделия |
6 |
|
|
8 |
Наложение прихваток при сборке изделия |
6 |
|
|
9 |
Квалификационный экзамен |
6 |
Результат выполнения работ на учебной практике: зачет/не зачет.
|
Председатель комиссии Директор Абаканского спец. ПУ |
_________________В.И. Суханов |
|
Зам. директора по УПР |
__________________Л.В. Грачева |
|
Старший мастер |
________________О. В. Николаев |
|
Преподаватель |
___________________Е. Зубов |
Приложение Г
Образец протокола итогов производственной практики
Протокол
итогов прохождения производственной практики
|
Профессия НПО код, наименование профессии. |
|||||||||||||||
|
150709.02 Сварщик (электросварочные и газосварочные работы) |
|||||||||||||||
|
Группа |
С 11 |
курс |
1 |
||||||||||||
|
Место проведения практики (организация), наименование, юридический адрес: |
|||||||||||||||
|
Абаканское спец. ПУ г. Абакан Республика Хакасия пр. Молодежный 3 |
|||||||||||||||
|
Время проведения практики |
|||||||||||||||
|
Количество учащихся в группе |
3 чел. |
||||||||||||||
|
Количество учащихся, выполнявших работы |
3 |
человека |
|||||||||||||
|
№ |
Фамилия, имя, отчество обучающегося |
Решение комиссии (зачет/не зачет) |
Основание характеристика характеристика) |
||||||||||||
|
1 |
Бубличенко Андрей Олегович |
производственная характеристика |
|||||||||||||
|
2 |
Гамзин Владислав Вячеславович |
производственная характеристика |
|||||||||||||
|
3 |
Китов Никита Александрович |
производственная характеристика |
|||||||||||||
|
Директор Абаканского спец. ПУ |
_________________В.И. Суханов |
|
Зам. директора по УПР |
__________________Л.В. Грачева |
|
Старший мастер |
________________О. В. Николаев |
|
Преподаватель |
___________________Е. Зубов |
Приложение Д
Образец характеристики профессиональной деятельности обучающихся во время производственной практики
Характеристика профессиональной деятельности обучающегося
во время производственной практики
1. ФИО обучающегося ________________________________________________________________
№ группы _____ профессия_________________________________________________________
2. Место проведения практики (организация), наименование: цех, участок ____________________________________________________________________________________
3. Время проведения практики _________________________________________________________
4.Виды и объем работ, выполненные обучающимся во время практики:
_____________________________________________________________________________________
_____________________________________________________________________________________
_____________________________________________________________________________________
_____________________________________________________________________________________
_____________________________________________________________________________________
5. Качество выполнения работ в соответствии с технологией и требованиями организации, в которой проходила практика
_____________________________________________________________________________________
_____________________________________________________________________________________
_____________________________________________________________________________________
_____________________________________________________________________________________
Результат выполнения работ по производственной практике: зачет /не зачет
(подчеркнуть)
Начальник цеха _________________________________________
Мастер (бригадир) _______________________________________
Заместитель директора по УПР_____________________________
Мастер производственного обучения ________________________
Дата________
Приложение Е
Образец дневника производственной практики
|
Дата |
Виды работ |
Отметка о выполнении |
Роспись наставника |
Роспись мастера п/о |
Приложение Ж
Перечнь наглядных пособий, материалов справочного характера, нормативных документов, разрешенных к использованию на экзамене (квалификационном)
|
№ |
Наименование |
Количество, шт. |
|
I |
Наглядные пособия |
|
|
1 |
||
|
2 |
||
|
n |
||
|
II |
Справочные материалы |
|
|
1 |
||
|
2 |
||
|
n |
||
|
III |
Нормативные документы |
|
|
1 |
||
|
2 |
||
|
n |
Приложение И
Задания для экзаменующихся экзамена (квалификационного)
по ПМ.01. Подготовительно-сварочные работы
федеральное государственное бюджетное специальное учебно-воспитательное учреждение для детей и подростков с девиантным поведением
«Специальное профессиональное училище открытого типа г. Абакана»
|
РАССМОТРЕНО |
СОГЛАСОВАНО |
|
На заседании МК технического профиля |
Зам. директора по УПР |
|
Протокол № ___ от « » _________ 2014 г. |
___________ Л. В. Грачева |
|
Руководитель МК |
« » _________ 2014 г. |
|
________________ Н.М. Бабкина |
ЗАДАНИЕ ДЛЯ ЭКЗАМЕНУЮЩЕГОСЯ
Вариант №1
Инструкция
Внимательно прочитайте задание.
Вы можете воспользоваться информационными источниками:
— технологическими картами, справочной и учебной литературой.
Время выполнения задания: 80 минут
Задание 1
Выполните продувку вентиля кислородного баллона и присоедините редуктор к вентилю.
Задание 2
Подготовьте две пластины 30х150мм, толщиной 3мм: разметка, рубка, правка, опиливание; выполните сборку в стык и прихватку точечными швами равномерно по всей длине.
Условия: задания выполняются в учебной мастерской с соблюдением требований ОТ, СНиП, с использованием комплекта слесарного и сварочного инструмента, оборудования, приспособлений.
Критерии оценки:
1. Использование информационных источников.
2. Соблюдение лимита времени.
3. Организация рабочего места с соблюдением требований охраны труда и техники безопасности.
4. Соблюдение последовательности.
5. Соответствие выполненного продукта (процесса) требованиям качества.
федеральное государственное бюджетное специальное учебно-воспитательное учреждение для детей и подростков с девиантным поведением
«Специальное профессиональное училище открытого типа г. Абакана»
|
РАССМОТРЕНО |
СОГЛАСОВАНО |
|
На заседании МК технического профиля |
Зам. директора по УПР |
|
Протокол № ___ от « » _________ 2014 г. |
___________ Л. В. Грачева |
|
Руководитель МК |
« » _________ 2014 г. |
|
________________ Н.М. Бабкина |
ЗАДАНИЕ ДЛЯ ЭКЗАМЕНУЮЩЕГОСЯ
Вариант №2
Инструкция
Внимательно прочитайте задание.
Вы можете воспользоваться информационными источниками:
— технологическими картами, справочной и учебной литературой.
Время выполнения задания: 80 минут
Задание 1
Выполните продувку вентиля ацетиленового баллона и присоедините редуктор к вентилю.
Задание 2
Подготовьте две пластины 30х150 мм, толщиной 3мм: разметка, рубка, правка, опиливание; выполните сборку в нахлестку и прихватку точечными швами равномерно по всей длине с двух сторон.
Условия: задания выполняются в учебной мастерской с соблюдением требований ОТ, СНиП, с использованием комплекта слесарного и сварочного инструмента, оборудования, приспособлений.
Критерии оценки:
1. Использование информационных источников.
2. Соблюдение лимита времени.
3. Организация рабочего места с соблюдением требований охраны труда и техники безопасности.
4. Соблюдение последовательности.
5. Соответствие выполненного продукта (процесса) требованиям качества.
федеральное государственное бюджетное специальное учебно-воспитательное учреждение для детей и подростков с девиантным поведением
«Специальное профессиональное училище открытого типа г. Абакана»
|
РАССМОТРЕНО |
СОГЛАСОВАНО |
|
На заседании МК технического профиля |
Зам. директора по УПР |
|
Протокол № ___ от « » _________ 2014 г. |
___________ Л. В. Грачева |
|
Руководитель МК |
« » _________ 2014 г. |
|
________________ Н.М. Бабкина |
ЗАДАНИЕ ДЛЯ ЭКЗАМЕНУЮЩЕГОСЯ
Вариант №3
Инструкция
Внимательно прочитайте задание.
Вы можете воспользоваться информационными источниками:
— технологическими картами, справочной и учебной литературой.
Время выполнения задания: 80 минут
Задание 1
Выполните продувку вентиля пропанового баллона и присоедините редуктор к вентилю
Задание 2
Подготовьте две пластины 30х150 мм, толщиной 3мм: разметка, рубка, правка, опиливание; выполните сборку в тавр под углом 90° и прихватку точечными швами равномерно по всей длине с двух сторон.
Условия: задания выполняются в учебной мастерской с соблюдением требований ОТ, СНиП, с использованием комплекта слесарного и сварочного инструмента, оборудования, приспособлений.
Критерии оценки:
1. Использование информационных источников.
2. Соблюдение лимита времени.
3. Организация рабочего места с соблюдением требований охраны труда и техники безопасности.
4. Соблюдение последовательности.
5. Соответствие выполненного продукта (процесса) требованиям качества.
федеральное государственное бюджетное специальное учебно-воспитательное учреждение для детей и подростков с девиантным поведением
«Специальное профессиональное училище открытого типа г. Абакана»
|
РАССМОТРЕНО |
СОГЛАСОВАНО |
|
На заседании МК технического профиля |
Зам. директора по УПР |
|
Протокол № ___ от « » _________ 2014 г. |
___________ Л. В. Грачева |
|
Руководитель МК |
« » _________ 2014 г. |
|
________________ Н.М. Бабкина |
ЗАДАНИЕ ДЛЯ ЭКЗАМЕНУЮЩЕГОСЯ
Вариант №4
Инструкция
Внимательно прочитайте задание.
Вы можете воспользоваться информационными источниками:
— технологическими картами, справочной и учебной литературой.
Время выполнения задания: 80 минут
Задание 1
Выполните продувку вентиля углекислотного баллона и присоединить редуктор к вентилю
Задание 2
Подготовьте две пластины 30х150 мм, толщиной 3мм: разметка, рубка, правка, опиливание; выполните сборку пластин под прямым углом и прихватку точечными швами равномерно по всей длине с двух сторон.
Условия: задания выполняются в учебной мастерской с соблюдением требований ОТ, СНиП, с использованием комплекта слесарного и сварочного инструмента, оборудования, приспособлений.
Критерии оценки:
1. Использование информационных источников.
2. Соблюдение лимита времени.
3. Организация рабочего места с соблюдением требований охраны труда и техники безопасности.
4. Соблюдение последовательности.
5. Соответствие выполненного продукта (процесса) требованиям качества.
федеральное государственное бюджетное специальное учебно-воспитательное учреждение для детей и подростков с девиантным поведением
«Специальное профессиональное училище открытого типа г. Абакана»
|
РАССМОТРЕНО |
СОГЛАСОВАНО |
|
На заседании МК технического профиля |
Зам. директора по УПР |
|
Протокол № ___ от « » _________ 2014 г. |
___________ Л. В. Грачева |
|
Руководитель МК |
« » _________ 2014 г. |
|
________________ Н.М. Бабкина |
ЗАДАНИЕ ДЛЯ ЭКЗАМЕНУЮЩЕГОСЯ
Вариант №5
Инструкция
Внимательно прочитайте задание.
Вы можете воспользоваться информационными источниками:
— технологическими картами, справочной и учебной литературой.
Время выполнения задания: 80 минут
Задание 1
Выполните продувку вентиля баллона для углекислотного газа и присоедините редуктор к вентилю
Задание 2
Подготовьте два уголка 40х40х4, длиной 200мм: подготовка кромок; выполните сборку в стык по длине и две прихватки длиной 20мм узким швом.
Условия: задания выполняются в учебной мастерской с соблюдением требований ОТ, СНиП, с использованием комплекта слесарного и сварочного инструмента, оборудования, приспособлений.
Критерии оценки:
1. Использование информационных источников.
2. Соблюдение лимита времени.
3. Организация рабочего места с соблюдением требований охраны труда и техники безопасности.
4. Соблюдение последовательности.
5. Соответствие выполненного продукта (процесса) требованиям качества.
федеральное государственное бюджетное специальное учебно-воспитательное учреждение для детей и подростков с девиантным поведением
«Специальное профессиональное училище открытого типа г. Абакана»
|
РАССМОТРЕНО |
СОГЛАСОВАНО |
|
На заседании МК технического профиля |
Зам. директора по УПР |
|
Протокол № ___ от « » _________ 2014 г. |
___________ Л. В. Грачева |
|
Руководитель МК |
« » _________ 2014 г. |
|
________________ Н.М. Бабкина |
ЗАДАНИЕ ДЛЯ ЭКЗАМЕНУЮЩЕГОСЯ
Вариант №6
Инструкция
Внимательно прочитайте задание.
Вы можете воспользоваться информационными источниками:
— технологическими картами, справочной и учебной литературой.
Время выполнения задания: 80 минут
Задание 1
Присоедините рукав к редуктору кислородного баллона, установите рабочее давление
Задание 2
Подготовьте два уголка 40х40х4, длиной 200мм: разметка, правка, подготовка кромок; выполните сборку в стык по длине и две прихватки длиной 20мм уширенным швом.
Условия: задания выполняются в учебной мастерской с соблюдением требований ОТ, СНиП, с использованием комплекта слесарного и сварочного инструмента, оборудования, приспособлений.
Критерии оценки:
1. Использование информационных источников.
2. Соблюдение лимита времени.
3. Организация рабочего места с соблюдением требований охраны труда и техники безопасности.
4. Соблюдение последовательности.
5. Соответствие выполненного продукта (процесса) требованиям качества.
федеральное государственное бюджетное специальное учебно-воспитательное учреждение для детей и подростков с девиантным поведением
«Специальное профессиональное училище открытого типа г. Абакана»
|
РАССМОТРЕНО |
СОГЛАСОВАНО |
|
На заседании МК технического профиля |
Зам. директора по УПР |
|
Протокол № ___ от « » _________ 2014 г. |
___________ Л. В. Грачева |
|
Руководитель МК |
« » _________ 2014 г. |
|
________________ Н.М. Бабкина |
ЗАДАНИЕ ДЛЯ ЭКЗАМЕНУЮЩЕГОСЯ
Вариант №7
Инструкция
Внимательно прочитайте задание.
Вы можете воспользоваться информационными источниками:
— технологическими картами, справочной и учебной литературой.
Время выполнения задания: 80 минут
Задание 1
Присоедините рукав к редуктору ацетиленового баллона, установите рабочее давление
Задание 2
Подготовьте уголок 40х40х4, длиной 200мм, пластину 100х200мм, длиной 200мм: разметка, правка, подготовка кромок; выполните сборку в стык по длине и две прихватки длиной 20мм узким швом
Условия: задания выполняются в учебной мастерской с соблюдением требований ОТ, СНиП, с использованием комплекта слесарного и сварочного инструмента, оборудования, приспособлений.
Критерии оценки:
1. Использование информационных источников.
2. Соблюдение лимита времени.
3. Организация рабочего места с соблюдением требований охраны труда и техники безопасности.
4. Соблюдение последовательности.
5. Соответствие выполненного продукта (процесса) требованиям качества.
федеральное государственное бюджетное специальное учебно-воспитательное учреждение для детей и подростков с девиантным поведением
«Специальное профессиональное училище открытого типа г. Абакана»
|
РАССМОТРЕНО |
СОГЛАСОВАНО |
|
На заседании МК технического профиля |
Зам. директора по УПР |
|
Протокол № ___ от « » _________ 2014 г. |
___________ Л. В. Грачева |
|
Руководитель МК |
« » _________ 2014 г. |
|
________________ Н.М. Бабкина |
ЗАДАНИЕ ДЛЯ ЭКЗАМЕНУЮЩЕГОСЯ
Вариант №8
Инструкция
Внимательно прочитайте задание.
Вы можете воспользоваться информационными источниками:
— технологическими картами, справочной и учебной литературой.
Время выполнения задания: 80 минут
Задание 1
Присоедините рукав к редуктору пропанового баллона, установите рабочее давление
Задание 2
Подготовьте две трубы диаметром 40мм, длиной 100мм, толщиной стенки 3мм: разметка, зачистка торцов труб; выполните сборку без скоса кромок точечными прихватками по окружности.
Условия: задания выполняются в учебной мастерской с соблюдением требований ОТ, СНиП, с использованием комплекта слесарного и сварочного инструмента, оборудования, приспособлений.
Критерии оценки:
1. Использование информационных источников.
2. Соблюдение лимита времени.
3. Организация рабочего места с соблюдением требований охраны труда и техники безопасности.
4. Соблюдение последовательности.
5. Соответствие выполненного продукта (процесса) требованиям качества.
федеральное государственное бюджетное специальное учебно-воспитательное учреждение для детей и подростков с девиантным поведением
«Специальное профессиональное училище открытого типа г. Абакана»
|
РАССМОТРЕНО |
СОГЛАСОВАНО |
|
На заседании МК технического профиля |
Зам. директора по УПР |
|
Протокол № ___ от « » _________ 2014 г. |
___________ Л. В. Грачева |
|
Руководитель МК |
« » _________ 2014 г. |
|
________________ Н.М. Бабкина |
ЗАДАНИЕ ДЛЯ ЭКЗАМЕНУЮЩЕГОСЯ
Вариант №9
Инструкция
Внимательно прочитайте задание.
Вы можете воспользоваться информационными источниками:
— технологическими картами, справочной и учебной литературой.
Время выполнения задания: 80 минут
Задание 1
Присоедините рукав к редуктору углекислотного баллона, установите рабочее давление
Задание 2
Подготовьте две трубы диаметром 40мм, длиной 100мм, толщиной стенки 4 мм: разметка, зачистка торцов труб; выполните сборку со скосом кромок точечными прихватками по окружности.
Условия: задания выполняются в учебной мастерской с соблюдением требований ОТ, СНиП, с использованием комплекта слесарного и сварочного инструмента, оборудования, приспособлений.
Критерии оценки:
1. Использование информационных источников.
2. Соблюдение лимита времени.
3. Организация рабочего места с соблюдением требований охраны труда и техники безопасности.
4. Соблюдение последовательности.
5. Соответствие выполненного продукта (процесса) требованиям качества.
федеральное государственное бюджетное специальное учебно-воспитательное учреждение для детей и подростков с девиантным поведением
«Специальное профессиональное училище открытого типа г. Абакана»
|
РАССМОТРЕНО |
СОГЛАСОВАНО |
|
На заседании МК технического профиля |
Зам. директора по УПР |
|
Протокол № ___ от « » _________ 2014 г. |
___________ Л. В. Грачева |
|
Руководитель МК |
« » _________ 2014 г. |
|
________________ Н.М. Бабкина |
ЗАДАНИЕ ДЛЯ ЭКЗАМЕНУЮЩЕГОСЯ
Вариант №10
Инструкция
Внимательно прочитайте задание.
Вы можете воспользоваться информационными источниками:
— технологическими картами, справочной и учебной литературой.
Время выполнения задания: 80 минут
Задание 1
Присоедините рукав к редуктору баллона с пропановым газом, установите рабочее давление.
Задание 2
Подготовьте две заготовки 6мм х 50 мм, длиной 200 мм: разметка, резка, правка, гибка; выполните сборку и прихватку точечными швами.
Условия: задания выполняются в учебной мастерской с соблюдением требований ОТ, СНиП, с использованием комплекта слесарного и сварочного инструмента, оборудования, приспособлений.
Критерии оценки:
1. Использование информационных источников.
2. Соблюдение лимита времени.
3. Организация рабочего места с соблюдением требований охраны труда и техники безопасности.
4. Соблюдение последовательности.
5. Соответствие выполненного продукта (процесса) требованиям качества.
Приложение К
Пакет экзаменатора экзамена (квалификационного)
по ПМ.01. Подготовительно-сварочные работы
IIIа. УСЛОВИЯ
Экзамен проводится одновременно для всей учебной группы, по подгруппам путем выполнения практических заданий.
Количество вариантов задания для экзаменующегося – 10.
Время выполнения задания: 80 минут.
Задание предусматривает одновременную проверку освоения всех компетенций.
Оборудование:
Оборудование слесарной мастерской и рабочих мест в мастерской:
— рабочие места по количеству обучающихся;
— тиски слесарные;
— плиты разметочные;
— комплект слесарного и мерительного инструмента;
— заточной станок;
— гибочные приспособления;
— листовой и прутковый материал.
Оборудование газосварочной мастерской и рабочих мест в мастерской:
— рабочие места по количеству обучающихся;
— газосварочная аппаратура
— газовые баллоны;
— газовые рукава;
— газовые редукторы;
— газовые вентили;
— инструмент.
Оборудование сварочной мастерской и рабочих мест в мастерской:
— сварочные посты;
— комплект основного и вспомогательного инструмента;
— сборочно-сварочные приспособления;
— шаблоны.
Литература для обучающегося:
Основная литература:
1. Овчинников, В.В. Газорезчик [Текст]: учеб. пособие / В.В. Овчинников.-2-е изд., стер.- М.: Академия, 2010. – 64 с. – (Сварщик).
2. Герасименко, А.И. Основы электрогазосварки [Текст]: учеб. пособие для НПО / А.И. Герасименко. — Ростов н/Д.: Феникс, 2008. – 380 с.
3. Гуськова, Л.Н. Газосварщик: раб. тетрадь: учеб. пособие для НПО/ Л.Н. Гуськова. – М.: Академия, 2008. – 96 с.
4. Покровский, Б.С. Общий курс слесарного дела [Текст]: учеб. пособие для НПО/ Б.С. Покровский, Н.А. Евстигнеев. – М.: Академия, 2007. – 80 с.
5. Покровский, Б.С. Основы слесарного дела [Текст]: учеб. пособие для НПО/ Б.С. Покровский. 2-е изд., стер. – М.: Академия, 2009. – 272 с.
6. Чернышев, Г.Г., Полевой, Г.В. Справочник электрогазосварщика и газорезчика [Текст]: учеб. пособие для НПО / Г.Г. Чернышев, Г.В. Полевой. – М.: Академия, 2007. – 400 с.
7. Чернышев, Г.Г. Сварочное дело: Сварка и резка металлов [Текст]: учеб. пособие для НПО / Г.Г. Чернышев. 4-е изд., перераб. и доп. – М.: Академия, 2008. – 496 с.
8. Юхин, Н.А. Газосварщик [Текст]: учеб. пособие для НПО / Н.А. Юхин. – М.: Академия, 2007. – 160 с.
Дополнительная литература:
1. Овчинников, В.В. Газосварщик [Текст]: учеб. пособие для НПО / В.В. Овчинников. – М.: Академия, 2007. – 64 с. – (Сварщик).
2. Овчинников, В.В. Сварщик ручной сварки (дуговая сварка в защитных газах) [Текст]: учеб. пособие для НПО / В.В. Овчинников. – М.: Академия, 2007. – 64с.
3. Овчинников, В.В. Электросварщик ручной сварки (сварка покрытыми электродами) [Текст]: учеб. пособие для НПО / В.В. Овчинников. – М.: Академия, 2007. 64 с.
4. Покровский, Б.С., Евстигнеев Н.А. Общий курс слесарного дела [Текст]: учеб. пособие для НПО / Б.С Покровский, Н.А. Евстигнеев. – М.: Академия, 2007. — 80 с.
Интернет-ресурсы:
1. Сварка. Все для сварки [Электронный ресурс] Режим доступа: www.svarka.net. – Доступ: 23.08.2012 г.
2. Сварка: оборудование и технологии для любителей и профессионалов сварки [Электронный ресурс] Режим доступа: www.prosvarky.ru. – Доступ: 23.08.2012г.
3. Ремонт своими руками. Все о сварке для сварщика [Электронный ресурс] Режим доступа: http://otdelka-profi.narod.ru – Доступ:23.08.2012 г.
4. 4. Websvarka.ru. Сайт самой полной информацией о современных методах сварки, родственных технологических методах, их возможностях в современном производстве, строительстве и машиностроении [Электронный ресурс] Режим доступа: http://websvarka.ru. – Доступ: 23.08.2012 г.
5. Svarkainfo.ru.Все для надежной сварки. Интернет-учебник [Электронный ресурс] Режим доступа: http://www.svarkainfo.ru. – Доступ: 23.08.2012 г.
IIIБ. КРИТЕРИИ ОЦЕНКИ
Выполнение задания:
— обращение в ходе задания к информационным источникам;
— рациональное распределение времени на выполнение задания;
— обязательно наличие следующих этапов выполнения задания: ознакомление с заданием и планирование работы; получение информации; подготовка продукта; рефлексия выполнения задания и коррекция подготовленных документов (приборов) перед сдачей; самостоятельность выполнения задания; своевременность выполнения заданий в соответствии с установленным лимитом времени);
IIIв. ПОДГОТОВЛЕННЫЙ ПРОДУКТ
ФИО обучающегося __________________________________________
|
Освоенные компетенции |
Показатели оценки результата |
Оценка (выполнил/ не выполнил) |
|
ПК1.1. Выполнять типовые слесарные операции, применяемые при подготовке металла к сварке. |
— соблюдение охраны труда и техники безопасности при выполнении типовых слесарных операций согласно СНиП |
|
|
— выбор слесарного, контрольно-измерительного инструментов, приспособлений и материалов в соответствии с видом и характером работ |
||
|
— соблюдение последовательности выполнения типовых слесарных операций в соответствии с ТП |
||
|
— обработка материалов, деталей в соответствии с требованиями ЕСТД |
||
|
ПК 1.2. Подготавливать газовые баллоны, регулирующую и коммуникационную аппаратуру для сварки и резки. |
— подготовка газовых баллонов и аппаратуры к работе согласно ГОСТ 949 – 93, ГОСТ15860 – 93 |
|
|
— определение пригодности газовой аппаратуры для работы в соответствии с техническими характеристиками |
||
|
— соблюдение последовательности установки газовой аппаратуры на баллон согласно инструкции по эксплуатации и правилам ОТ |
||
|
ПК 1.3. Выполнять сборку изделий под сварку. |
— подготовка рабочего места при выполнении слесарно-сборочных работ в соответствии правилами ОТ |
|
|
— выбор и подготовка сборочно-сварочных приспособлений к работе |
||
|
— установка и фиксирование деталей в приспособлении |
||
|
— постановка прихваток согласно технологическим требованиям |
||
|
ПК 1.4 Проверять точность сборки |
— выбор мерительного инструмента в соответствии с технологической картой |
|
|
— установка и фиксирование необходимого зазора в соответствии с чертежом изделия |
||
|
— контроль качества прихваток согласно требованиям ЕСТД |
||
|
— соответствие допустимых отклонений от номинальных размеров, указанных на чертежах |
||
|
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес. |
— участие в конкурсах профессионального мастерства, профессиональных неделях; |
|
|
— наличие положительных отзывов от мастера производственного обучения |
||
|
ОК 2.Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем |
— проявление самостоятельности в освоении выбранной профессии |
|
|
— последовательное выполнение лабораторных и практических работ по определенному руководителем алгоритму |
||
|
— организация собственных действий во время учебной, производственной практики в соответствии с инструкциями, указаниями, технологическими картами предложенными руководителем |
||
|
— обоснованный выбор методов и способов решения профессиональных задач при освоении модуля |
||
|
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы. |
— анализ оценки рабочей ситуации в соответствии с поставленными целями и задачами |
|
|
— самооценка и корректировка результатов собственной работы |
||
|
— ответственность за последствия некачественно и несвоевременно выполненной работы |
||
|
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач |
— оперативный поиск необходимой информации, обеспечивающей наиболее быстрое, полное и эффективное выполнение профессиональных задач |
|
|
— владение различными способами поиска информации |
||
|
— адекватная оценка полезности информации |
||
|
ОК 6. Работать в команде, эффективно общаться с коллегами, руководством, клиентами. |
— применение коммуникационных способностей в продуктивном взаимодействии с участниками рабочего коллектива |
|
|
— понимание и представление того, что успешность и результативность выполненной работы зависит от согласованности действий всех участников команды работающих |
||
|
— владение способами бесконфликтного общения в коллективе и саморегуляции |
||
|
ОК 7. Исполнять воинскую обязанность, в том числе с применением полученных профессиональных знаний (для юношей) |
— самостоятельный выбор учетно-военной специальности родственной полученной профессии |
|
|
— решение ситуативных задач с использованием профессиональных компетенций |
Приложение Л
Оценочная ведомость по экзамену (квалификационному)
оценочная ведомость по профессиональному модулю
ПМ.01. Подготовительно-сварочные работы
Ф.И.О. __________________________________________________________________
обучающийся на 1 курсе по профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
освоил программу профессионального модуля «Подготовительно-сварочные работы»
в объеме 110 час. с 01.09 2014 г. по 30.12. 2014 г.
Результаты промежуточной аттестации по элементам профессионального модуля
|
Элементы модуля (код и наименование МДК, код практик) |
Формы промежуточной аттестации |
Оценка |
|||
|
МДК. 01.01. Подготовка металла к сварке |
Дифференцированный зачет |
||||
|
МДК. 01.02. Технологические приемы сборки изделий под сварку |
Дифференцированный зачет |
||||
|
УП. 01. |
Экзамен |
||||
|
ПМ. 01.(в целом) |
Экзамен |
||||
|
Коды проверяемых компетенций |
Наименование общих и профессиональных компетенций |
Оценка (да / нет) |
Если нет, то что должен обучающийся сделать дополнительно (с указанием срока) |
||
|
ПК 1.1. |
Выполнять типовые слесарные операции, применяемые при подготовке металла к сварке. |
||||
|
ПК1.2. |
Подготавливать газовые баллоны, регулирующую и коммуникационную аппаратуру для сварки и резки. |
||||
|
ПК 1.3. |
Выполнять сборку изделий под сварку. |
||||
|
ПК 1.4. |
Проверять точность сборки |
||||
|
ОК 1. |
Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес. |
||||
|
ОК2. |
Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем |
||||
|
ОК 3. |
Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы. |
||||
|
ОК 4. |
Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач |
||||
|
ОК 6. |
Работать в команде, эффективно общаться с коллегами, руководством, клиентами |
||||
|
ОК 7. |
Исполнять воинскую обязанность, в том числе с применением полученных профессиональных знаний (для юношей) |
||||
Результат оценки: вид профессиональной деятельности _____________________
Дата «___»_________2014 г.
Подписи членов экзаменационной комиссии __________________(___________________)
__________________(___________________)
__________________(___________________)
__________________(___________________)
__________________(___________________)
Приложение М
Экзаменационная ведомость
Профессиональный модуль «Подготовительно-сварочные работы»
« 1 » курса «С11» группы
Профессия: Сварщик (электросварочные и газосварочные работы)
|
№ п/п |
Ф.И.О. обучающегося |
Итог экзамена (квалификационного) |
|
1 |
Бубличенко Андрей Олегович |
|
|
2 |
Гамзин Владислав Вячеславович |
|
|
3 |
Китов Никита Александрович |
Время проведения: «___» ______________20__ г.
Всего часов на проведение ______ час. ______ мин.
Подписи экзаменаторов: __________ ( _________________________ )
__________ ( _________________________ )
__________ ( _________________________ )
МИНИСТЕРСТВО ОБРАЗОВАНИЯ и молодежной политики
СВЕРДЛОВСКОЙ ОБЛАСТИ
Государственное
АВТОНОМНОЕ профессиональное образовательное учреждение Свердловской области
«Каменск-Уральский
агропромышленный техникум»
УТВЕРЖДЕНА
Приказом Директора ГАПОУ СО
«Каменск-Уральский
агропромышленный техникум» Некрасова С.И.
Пр № …-уч от …..2020 г
КОМПЛЕКТ КОНТРОЛЬНО-ОЦЕНОЧНЫХ СРЕДСТВ ПО
ПРОФЕССИОНАЛЬНОМУ МОДУЛЮ
ПМ.02 « Ручная дуговая сварка (наплавка, резка)
плавящимся покрытым электродом (РД)»
Основной
профессиональной образовательной программы по профессии СПО:
15.01.05 Сварщик (ручной и
частично механизированной сварки (наплавки)
Форма
обучения: очная
Срок
обучения: 2 г. 10 мес.
Уровень
освоения: профильный
Каменск-Уральский,
2020
Комплект контрольно-оценочных
средств по профессиональному модулю ПМ.02
« РУЧНАЯ ДУГОВАЯ СВАРКА (НАПЛАВКА, РЕЗКА) ПЛАВЯЩИМСЯ ПОКРЫТЫМ ЭЛЕКТРОДОМ (РД)» разработан на основе Федерального
государственного образовательного стандарта по профессии по
профессии 15.01.05 Сварщик (ручной и частично механизированной сварки
(наплавки), утвержденной приказом Минобрнауки России от 29.01.2016 N 50 (ред.
от 14.09.2016), (Зарегистрировано в Минюсте России 24.02.2016 N 41197) и рабочей программы модуля.
Организация-разработчик:
Государственное
автономное профессиональное образовательное учреждение Свердловской области
«Каменск-Уральский агропромышленный техникум»
Разработчик:
Самохина Наталья
Георгиевна, преподаватель ГАПОУ СО «Каменск-Уральский агропромышленный техникум»,
высшая квалификационная категория.
Рецензент:
|
Зам. |
ГАПОУ |
|||
|
Фамилия, |
должность, |
место работы |
Согласовано
на заседании П(Ц)К, протокол №- , от « » — 2020
г.
Председатель
Н.Г.Самохина / __________________
Согласовано
на заседании НМС, протокол №- , от « » — 2020 г.
Председатель
Ю.А.Некрасова/ __________________
СОДЕРЖАНИЕ
|
1.Паспорт |
4 |
|
2.Формы контроля |
5 |
|
3. Результаты |
6 |
|
4. Оценка освоения теоретического курса |
10 |
|
5. |
37 |
|
6. Требования к дифференцированному зачету по |
62 |
|
7. Информационное обеспечение обучения |
63 |
|
Приложение 1 |
66 |
|
Приложение 2 |
67 |
1.
ПАСПОРТ КОС ПРОФЕССИОНАЛЬНОГО МОДУЛЯ ПМ.02 « Ручная дуговая сварка (наплавка, резка)
плавящимся покрытым
электродом (РД)»
Комплект
оценочных средств (КОС) предназначен для проверки
результатов освоения профессионального модуля (далее ПМ02) основной
профессиональной образовательной программы (далее ОПОП) по профессии СПО 15.01.05 Сварщик
(ручной и частично механизированной сварки (наплавки).
В ходе
освоения профессионального модуля ПМ02 обучающийся должен овладеть
предусмотренными ФГОС 15.01.05 следующими умениями, знаниями и практическим
опытом , которые формируют профессиональные компетенции:
иметь
практический опыт:
ПО1. — проверки
оснащенности сварочного поста ручной дуговой сварки
(наплавки,
резки) плавящимся покрытым электродом;
ПО2. — проверки
работоспособности и исправности оборудования поста ручной дуговой сварки
(наплавки, резки) плавящимся покрытым электродом;
ПО3. — проверки
наличия заземления сварочного поста ручной дуговой сварки (наплавки, резки)
плавящимся покрытым электродом;
ПО4- подготовки
и проверки сварочных материалов для ручной дуговой сварки (наплавки, резки)
плавящимся покрытым электродом;
ПО5- настройки
оборудования ручной дуговой сварки (наплавки, резки) плавящимся
покрытым электродом для выполнения сварки;
ПО6- выполнения ручной
дуговой сварки (наплавки, резки) плавящимся покрытым электродом различных
деталей и конструкций;
ПО7— выполнения
дуговой резки.
уметь:
У1. — проверять
работоспособность и исправность сварочного оборудования для ручной дуговой
сварки (наплавки, резки) плавящимся покрытым электродом;
У2. — настраивать
сварочное оборудование для ручной дуговой сварки
(наплавки, резки)
плавящимся покрытым электродом;
У3. — выполнять сварку
различных деталей и конструкций во всех пространственных положениях сварного
шва;
У4— владеть техникой
дуговой резки металла.
знать:
З1. — основные
типы, конструктивные элементы и размеры сварных соединений, выполняемых ручной
дуговой сваркой (наплавкой, резкой) плавящимся покрытым электродом, и
обозначение их на чертежах;
З2. — основные группы и
марки материалов, свариваемых ручной дуговой сваркой (наплавкой, резкой)
плавящимся покрытым электродом;
З3. — сварочные
(наплавочные) материалы для ручной дуговой сварки
(наплавки,
резки) плавящимся покрытым электродом;
З4. — технику и
технологию ручной дуговой сварки (наплавки, резки) плавящимся покрытым
электродом различных деталей и конструкций в пространственных положениях
сварного шва;
З5. — основы дуговой
резки;
З6. — причины
возникновения дефектов сварных швов, способы их предупреждения и исправления
при ручной дуговой сварке (наплавке, резке) плавящимся покрытым электродом.
Результатом
освоения профессионального модуля является готовность обучающегося к выполнению
вида профессиональной деятельности (ВПД): «Ручная дуговая
сварка (наплавка, резка) плавящимся покрытым электродом»
Формой аттестации
по профессиональному модулю является экзамен (квалификационный).
Итогом
экзамена является решение: «Вид профессиональной деятельности освоен/не освоен»
2.
ФОРМЫ
КОНТРОЛЯ И ОЦЕНИВАНИЯ ЭЛЕМЕНТОВ ПРОФЕССИОНАЛЬНОГО МОДУЛЯ ПМ 02
|
Элемент модуля |
Форма контроля и оценивания |
|
|
Промежуточная аттестация1 |
Текущий контроль2 |
|
|
Раздел |
Экзамен |
Тестирование Оценка Контроль выполнения |
|
УП.02. |
Дифференцированный зачет |
Оценка |
|
ПП.02. Производственная |
Дифференцированный зачет |
Оценка |
|
ПМ.02.ЭК |
Экзамен квалификационный/ демонстрационный |
Контроль |
3.РЕЗУЛЬТАТЫ
ОСВОЕНИЯ МОДУЛЯ, ПОДЛЕЖАЩИЕ ПРОВЕРКЕ
По требованиям
ФГОС 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)при
оценке уровня усвоения ПМ02 оцениваются профессиональные компетенции.
3.1.
Профессиональные и общие компетенции:
|
Профессиональные и общие компетенции |
Показатели оценки результата |
Формы и методы контроля и оценки |
|
ПК2.1. Выполнять ручную дуговую сварку различных |
иметь — проверки — проверки — подготовки — настройки — выполнения уметь: — проверять — настраивать — выполнять знать: — основные — — плавящимся — технику — причины |
— Выполнение — Выполнение — Наблюдение — Наблюдение за — Экспертная |
|
ПК 2.2.Выполнять |
иметь — проверки (наплавки, — проверки — подготовки — — уметь: — проверять — настраивать — выполнять знать: — основные — — плавящимся — технику — причины |
— Выполнение — Выполнение — Наблюдение — Наблюдение — Экспертная |
|
ПК 2.3.Выполнять |
иметь — проверки наплавки — проверки — подготовки — настройки — выполнения уметь — проверять — настраивать знать: — основные — технику — причины |
— Выполнение — Выполнение — Наблюдение — Наблюдение за — Экспертная |
|
ПК 2.4.Выполнять |
иметь — проверки резки плавящимся — проверки — подготовки — настройки — выполнения уметь: — проверять — настраивать плавящимся — владеть знать: — основные — — (наплавки, — технику — основы — причины |
— — — плавящимся — Наблюдение плавящимся |
Состав
портфолио:
Обязательные документы
·
Аттестационный
лист по производственной практике
·
Сводная ведомость оценок выполнения зачетных работ по МДК 02.01.
·
Ведомость
выполнения практических и лабораторных работ
·
Карта
формирования общих компетенций
Дополнительные
материалы:
- Дипломы и
сертификаты участников в олимпиадах профессионального мастерства по профессии «Сварщик (ручной и
частично механизированной сварки (наплавки)»
·
Дипломы
и сертификаты участников научно-практических конференций.
4.ОЦЕНКА ОСВОЕНИЯ
ТЕОРЕТИЧЕСКОГО КУРСА ПРОФЕССИОНАЛЬНОГО МОДУЛЯ ПМ 02. (Оценка освоения
междисциплинарных курсов)
4.1.Паспорт
Назначение:
КОС для квалификационного экзамена предназначен для
контроля и оценки результатов освоения профессионального модуля «ПМ.02 РУЧНАЯ ДУГОВАЯ СВАРКА (НАПЛАВКА, РЕЗКА)
ПЛАВЯЩИМСЯ ПОКРЫТЫМ ЭЛЕКТРОДОМ (РД)» по профессии СПО 15.01.05 «Сварщик(ручной
и частично механизированной сварки (наплавки)»
4.2. КОНТРОЛЬНО-ОЦЕНОЧНЫЕ МАТЕРИАЛЫ ДЛЯ ПРОВЕДЕНИЯ ТЕКУЩЕГО
КОНТРОЛЯ ПРОФЕССИОНАЛЬНОГО МОДУЛЯ «ПМ.02 РУЧНАЯ ДУГОВАЯ СВАРКА
(НАПЛАВКА, РЕЗКА) ПЛАВЯЩИМСЯ ПОКРЫТЫМ ЭЛЕКТРОДОМ (РД)»
4.2.1. Типовые задания виде тестов для проведения
контрольной работы по теме 1.1.
Проверяемые
результаты обучения: З4
Технология
ручной дуговой сварки покрытыми электродами
1
вариант
1. Укажите марку стали, которая сваривается без особых
ограничений, независимо от толщины металла, температуры окружающего воздуха
1. 4Г2АФ
2. ВСт3сп5
3. 20ХГСА
4. 30ХН2МФА
2. Какой из легирующих элементов стали увеличивает ее твердость и
работоспособность при высоких температурах?
1.Хром
2.Углерод
3.Никель
4. Вольфрам
3. Обратноступенчатую сварку применяют с целью:
1. Экономии электродов.
2. Повышения производительности.
3. Уменьшения деформаций.
4. Термообработки.
4. Вам поручена сварка конструкции из низколегированной стали
электродами Э50А. Какую марку электродов вы выберете?
1.ОЗС — 18
2.НД — 11
3.УОННИ — 13/55
4.МР — 3
5. Как отличаются по величине сварочный ток при выполнении
прихватки и сварке?
1.Ток должен быть больше на 15-20% сварочного тока
2.Ток должен быть больше на 20-30% сварочного тока
3.Ток должен быть меньше на 20-30%
4.Ток остается неизменным
6. В этом соединении свариваемые элементы располагаются в одной
плоскости или на одной поверхности. Какой это тип соединения?
1.Стыковое
2.Угловое
3.Тавровое
4.Нахлесточное
7. Какие параметры необходимо контролировать после
выполнения подготовки деталей и сборочных единиц под сварку?
1.Форму, размеры и качество подготовки кромок; правильность
выполнения переходов от одного сечения к другому; другие характеристики и
размеры, контроль которых предусмотрен ПКД или ПТД.
2.Форму и размеры расточки или раздачи труб; качество зачистки
подготовленных под сварку кромок; химический состав металла.
3.Все параметры, указанные в п.п. 1 и 2.
8.Для получения валика правильной формы длина дуги должна быть:
1. Меньше диаметра электрода.
2. Равна диаметру электрода.
3. Больше диаметра электрода.
9. Укажите марку сварочного выпрямителя
1.ТД-401У2
2.ВД-306
3.ГСО-500
4.ГД-312
10. Для зажигания электрода и подвода к нему сварочного тока
служит
1.Сварочный провод
2.Зажимы
3.Держатель
4.Кабель
11. Для какой группы сталей применяют при сварке электроды
типов Э50, Э50А,Э42А,Э55?
1.Для сварки конструкционных сталей повышенной и высокой
прочности.
2.Для сварки углеродистых конструкционных сталей.
3.Для сварки высоколегированных сталей.
12.При выполнении
вертикальных швов в основном используют способ:
1. «снизу вверх».
2. «углом вперед»..
3. «сверху вниз».
4. «углом
назад».
13.С
повышением напряжения на дуге ширина сварного шва:
1. Увеличивается.
2. Уменьшается.
3. Не изменяется.
4. Равна нулю.
14. В зависимости от каких характеристик соединения устанавливают
шаг и размер прихваток?
1.В зависимости от длины соединения
2.В зависимости от типа соединения
3.В зависимости от вида шва
4.В зависимости от толщины соединения
15. Сборку на сварочных прихватках применяют для конструкций из
листов толщиной до…
1. 5-6 мм
2. 6-8 мм
3. 8-10 мм
4. 10-12 мм
16. Нормальной считают длину дуги, равную… диаметра стержня
электрода
1. 0,5-1,1
2. 1,1-1,2
3. 1,2-1,5
4. 1,5-1,7
17. Зазор между стыкуемыми элементами и притупление кромок
составляет от…
1. 0,3 до 0,5 мм
2. 0,5 до 1 мм
3. 1, до 1,5 мм
4. 1,5 до 4 мм
18. При сварке углового соединения, со скосом одной кромки под
углом (45+2), толщине металла 4 мм, диаметре электрода 3-4 мм, сила тока
1. 220-360 А
2. 160-320 А
3. 120-160 А
4. 160-220 А
19. При сварке каких швов сварочный ток уменьшается на 15-20%
1. Нижних
2. Вертикальных
3. Горизонтальных
4. Потолочных
20. Смертельным следует считать величину тока
1. 0,6-1,5 м А
2. 0,1 А
3. 5-7 м А
4. 20-25 м А
2
вариант
1 С увеличением силы сварочного тока глубина
проплавления металла:
1. Увеличивается.
2. Уменьшается.
3. Не изменяется.
4. Равна нулю.
2. Какой буквой русского алфавита обозначают кремний и кобальт в
маркировке стали?
1.Кремний – К, кобальт – Т.
2.Кремний – Т, кобальт – М.
3.Кремний – С, кобальт – К.
3.Что обозначает в маркировке типов электродов буква «А»,
например, Э42А?
1.Пониженное содержание легирующих элементов.
2.Пониженное содержание углерода.
3.Повышенные пластические свойства наплавленного металла.
4.Какие источники питания дуги рекомендуется применять для сварки
электродами с основным покрытием?
1.Источники питания дуги переменного тока.
2.Любые источники питания.
3.Сварочные преобразователи постоянного тока и выпрямители.
5. Какие стали относятся к группе углеродистых сталей?
1.Ст3сп5,Сталь 10, Сталь 15, 20Л, 20К, 22К.
2.45Х25Н20, 15ГС, 09Г2С.
3.08Х14МФ, 1Х12В2МФ, 25Х30Н.
6.Нужен ли предварительный подогрев для сварки хорошо свариваемых
малоуглеродистых и сталей толщиной менее 30 мм?
1.Нужен.
2.Не нужен.
3.По усмотрению руководителя работ.
7. Укажите место возбуждения и гашения дуги при ручной
дуговой сварке.
1.На поверхности изделия.
2.В разделке кромок или на ранее выполненном шве.
3.В кратере шва.
8. Укажите марку низколегированной низкоуглеродистой стали,
содержащей С< 0,14%
1.20ХГСА
2.30ХН2МФА
3.10Г2СI
4.15ХСНД
9. Применение электродов для сварки на постоянном токе обратной
полярности условно обозначается
1. 0
2. 1
3. 2
4. 3
10. К какой группе свариваемости относится сталь 15ХСНД?
1.К группе 1
2.К группе 2
3.К группе 3
4.К группе 4
11. Какой легирующий элемент стали повышает твердость и снижает
пластичность
1.Хром
2.Никель
3.Вольфрам
4.Углерод
12. Вам поручена сварка покрытыми электродами на минимальном токе
315 А. Какой выпрямитель нужен для этой работы?
1.ВД-502
2.ВД-306
3.ВДУ-504
4.ВДУ-504-1
13. При работе в колодцах, тоннелях, сырых помещениях используются
светильники с напряжением не выше
1. 12В
2. 24В
3. 36 В
4. 220 В
14.Укажите, как влияет увеличение скорости ручной дуговой сварки
на размеры сварного шва?
1.Глубина проплава уменьшается.
2.Влияния не оказывает.
3.Увеличивается ширина шва.
15.Ширина валика, в зависимости от диаметра электрода, изменяется
следующим образом:
1. Возрастает с увеличением диаметра электрода.
2. Уменьшается с увеличением диаметра электрода.
3. Не изменяется.
16.Какой диапазон сварочного тока следует использовать для
прихватки электродом диаметром 4 мм:
1. 90…110 А.
2. 120…140 А.
3. 140…160 А
17.Ширина околошовной зоны, подвергаемой зачистке, составляет не
менее:
1. 40 мм.
2. 20 мм.
3. 80 мм
18.Сколько углерода содержит сталь 08Х18Н10Т?
1. не более 8%.
2. не более 0,8%.
3. не более 0,08%.
19. Определите вид покрытия электрода ВСЦ-1
1.Кислое покрытие
2.Целлюлозное покрытие
3.Рутиловое покрытие
4.Основное покрытие
20. С увеличением
содержания углерода, а также ряда легирующих элементов свариваемость стали:
1. Улучшается.
2. Ухудшается.
3. Не изменяется.
ЭТАЛОНЫ
ОТВЕТОВ
1 вариант 2 вариант
1-2 1-3
2-4 2-2
3-2 3-1
4-3 4-1
5-4 5-1
6-1 6-3
7-3 7-4
8-2 8-3
9-2 9-1
10-3 10-2
11-3 11-2
12-1 12-4
13-3 13-2
14-4 14-1
15-2 15-3
16-1 16-2
17-4 17-2
18-3 18-1
19-4 19-3
20-2 20-2
Общее
количество баллов за выполнение задания: 0-20 баллов
Шкала
перевода баллов в оценку:
20-16
баллов — «отлично»,
15-13
— «хорошо»,
12-10
— «удовлетворительно»,
менее 10 — «неудовлетворительно».
4.2.2. Комплект заданий для проведения контрольной работы по Теме 1.2. Дуговая наплавка металлов
Проверяемые
результаты обучения: З4
Тема 1.2. Дуговая наплавка металлов
1 вариант
Тест
1 уровень
( Каждый правильный ответ оценивается в балл)
Задание 1. Продолжите предложение (Количество баллов за задание
0-2)
1. Назначение наплавки: 1 ………………………………
2…………………
Задание 2.
Установи соответствие путем соотнесения первой колонки (цифры) и второй колонки
(буквы). (Количество баллов за задание 0-3)
|
Условия обеспечения требований наплавки |
Требования к наплавке |
||
|
1. |
Выбор вида колебательных |
А |
Обеспечить необходимые свойства наплавленного металла |
|
2. |
Выбор марки электродов |
Б |
Обеспечить заданный химический состав наплавленного |
|
3 |
Выбор силы сварочного тока |
В |
Обеспечить необходимую ширину наплавленного металла |
Задание 3.
Величина перекрытия наплавленных валиков составляет (Количество баллов за
задание 0-1):
А — 1/2 ширины валика
Б — 1/3 ширины валика
В — 1/4 ширины валика
Задание 4. Назовите основные параметры режимов дуговой
наплавки (Количество баллов за задание 0-5).:
А…………. ,Б………………. ,В……………… ,Г…………….. ,Д…………….
Задание
5. Вставьте пропущенные слова в предложение (Количество баллов за
задание 0-3).
Наплавку металлическим электродом производят……… дугой,
на………….. токе…………. полярности.
4 2 2
Задание
6. На каком из рисунков установлена правильная последовательность наплавки
![]()
2 уровень
Задание
7. Определить химический состав наплавленного металла, при наплавке
электродами:
Э10К18В11М10ХЗФ-034-5-НД
Э1001-Б20
3 уровень
Задание
8: Необходимо восстановить изношенный вал
диаметром 118 мм до 130 мм дуговой наплавкой
металлическими электродами.
А. Определите необходимое количество наплавленных слов.
Б. Предложите способы восстановления вала.
Тема 1.2. Дуговая наплавка металлов
2 вариант
Тест
Тест
1 уровень
( Каждый правильный ответ оценивается в балл)
Задание 1. Продолжите предложение (Количество баллов за задание
0-2)
1. Назначение наплавки: 1 ……………………………..
2…………………
Задание
2. Установи соответствие путем соотнесения
первой колонки (цифры) и второй колонки (буквы). (Количество баллов за
задание 0-3)
|
Условия обеспечения требований наплавки |
Требования к наплавке |
||
|
1. |
Выбор вида колебательных |
А |
Обеспечить необходимые свойства наплавленного металла |
|
2. |
Выбор марки электродов |
Б |
Обеспечить заданный химический состав наплавленного |
|
3 |
Выбор силы сварочного тока |
В |
Обеспечить необходимую ширину наплавленного металла |
Задание
3. Величина перекрытия наплавленных валиков
составляет (Количество баллов за задание 0-1):
А — 1/2 ширины валика
Б — 1/3 ширины
валика
В — 1/4 ширины валика
Задание
4. Назовите основные параметры режимов дуговой
наплавки (Количество баллов за задание 0-5):
А…………. ,Б………………. ,В……………… ,Г…………….. ,Д…………….
Задание 5.
Вставьте пропущенные слова в предложение (Количество баллов за задание 0-3).
Наплавку
металлическим электродом производят……… дугой, на………….. токе…………. полярности.
Задание 6.
Основной особенностью наплавки является обеспечение незначительного
перемешивания наплавляемого слоя с основным металлом за счет:
А- уменьшения глубины проплавления;
Б- увеличения скорости сварки;
В.- уменьшения скорости сварки;
Г- предварительного подогрева.
2 уровень
Задание
7. Определить химический состав наплавленного металла, при наплавке
электродами:
Э15Х28Н10СЗГТ- ДН Л
9 — НГ
Э1001
-Б20
3 уровень
Задание 8:
Необходимо восстановить изношенную рабочую часть зубьев ковша экскаватора на
высоту до 15 мм дуговой наплавкой металлическими электродами.
А. Определите необходимое количество наплавленных слов.
Б. Предложите способы восстановления зубьев ковша.
Тема 1.2. Дуговая наплавка металлов
3 вариант
Тест
1 уровень
( Каждый правильный ответ оценивается в балл)
Задание 1. Продолжите предложение (Количество баллов за задание
0-2)
1. Назначение наплавки: 1 ………………………………
2…………………
Задание 2.
Установи соответствие путем соотнесения первой колонки (цифры) и второй колонки
(буквы). (Количество баллов за задание 0-3)
|
Условия обеспечения требований наплавки |
Требования к наплавке |
||
|
1. |
Выбор вида колебательных |
А |
Обеспечить необходимые свойства наплавленного металла |
|
2. |
Выбор марки электродов |
Б |
Обеспечить заданный химический состав |
|
3 |
Выбор силы сварочного тока |
В |
Обеспечить необходимую ширину наплавленного металла |
Задание 3.
Величина перекрытия наплавленных валиков составляет (Количество баллов за
задание 0-1):
А — 1/2 ширины валика
Б — 1/3 ширины валика
В — 1/4 ширины валика
Задание 4.
Назовите основные параметры режимов дуговой наплавки (Количество баллов за
задание 0-5).:
А…………. ,Б………………. ,В……………… ,Г…………….. ,Д…………….
Задание
5. Вставьте пропущенные слова в предложение (Количество баллов за
задание 0-3).
Наплавку металлическим электродом производят……… дугой,
на…………..
токе………………..полярности.
Задание
6. Для предотвращения образования трещин обрабатываемые детали
подогревают перед наплавкой до температуры:
А.
100-200°С; В.- 300-600°С;
Б.-200-250°С;
Г.- 700-750°С
2 уровень
Задание 7.
Определить химический состав наплавленного металла, при наплавке электродами:
Э190К62Х29В5С2 — ЦН2- НД
Э1001-Б20
3
уровень
Задание 8:
Необходимо восстановить изношенный вал диаметром 90
мм до 95мм дуговой наплавкой металлическими
электродами.
А. Определите необходимое количество наплавленных слов.
Б. Предложите способы восстановления вала
Тема 1.2. Дуговая
наплавка металлов
4 вариант
Тест
1 уровень
( Каждый правильный ответ оценивается в балл)
Задание 1. Продолжите предложение (Количество баллов за задание
0-2)
1. Назначение наплавки: 1 ……………………………..
2…………………
Задание
2. Установи соответствие путем соотнесения
первой колонки (цифры) и второй колонки (буквы). (Количество баллов за
задание 0-3)
|
Условия обеспечения требований наплавки |
Требования к наплавке |
||
|
1. |
Выбор вида колебательных |
А |
Обеспечить необходимые свойства наплавленного металла |
|
2. |
Выбор марки электродов |
Б |
Обеспечить заданный химический состав |
|
3. |
Выбор силы сварочного тока |
В |
Обеспечить необходимую ширину наплавленного металла |
Задание
3. Величина перекрытия наплавленных валиков
составляет (Количество баллов за задание 0-1):
А — 1/2 ширины валика
Б — 1/3 ширины валика
В — 1/4 ширины валика
Задание
4. Назовите основные параметры режимов
дуговой наплавки (Количество баллов за задание 0-5).:
А…………. ,Б………………. ,В……………… ,Г…………….. ,Д…………….
Задание 5.
Вставьте пропущенные слова в предложение (Количество баллов за задание 0-3).
Наплавку металлическим электродом производят……… дугой,
на…………..
токе………………..полярности.
Задание
6. Как влияет скорость перемещения электрода вдоль валика на размеры
наплавленного валика?
А.- Чем выше скорость, тем сварочный
металл будет меньше проникать в основной металл и валик будет более высоким.
Б.- Чем выше скорость, тем сварочный
металл будет глубже проникать в основной металл и валик окажется менее высоким.
В.- Чем ниже скорость, тем ширина валика
будет больше.
2 уровень
Задание
7. Определить химический состав наплавленного металла, при наплавке
электродами:
Э10М9Н8К8ХЗСФ — ОЗШ – 4-НД
Э1001-Б20
3 уровень
Задание
8: Необходимо восстановить изношенную рабочую часть штампа для
холодной штамповки на высоту до 8
мм дуговой наплавкой металлическими электродами.
А. Определите необходимое количество
наплавленных слов.
Б. Предложите способы восстановления вала.
ОЦЕНОЧНЫЙ ЛИСТ
КОНТРОЛЬНОЙ РАБОТЫ
ТЕМА 1.2. ДУГОВАЯ НАПЛАВКА МЕТАЛЛОВ
Профессия
СПО «Сварщик»
Группа
С-279
Ф.И.О.
…………
Цель
контроля: оценить уровень усвоения общих и профессиональных компетенций
|
компетенции |
№ задания |
Признаки проявления знаний |
Количественная оценка проявления |
Вывод о степени сформированности |
|||
|
% Сформированности компетенции |
Дискрептивная оценка |
||||||
|
профессиональные |
ПК 2.3. ПК2.3.Выполнять ручную дуговую |
Знания |
1 |
Знает |
8-100% 7-70% 6-60% 5-50% 4-40% 3-30% 2-20% 1-10% |
||
|
7 |
Знает |
||||||
|
2 |
Знает |
||||||
|
3 |
Знает |
||||||
|
4,5 |
Знает |
||||||
|
6 |
Знает |
||||||
|
общие |
ОК4. Осуществлять выполнения |
8 |
Обрабатывает и |
2-100% 1-500% |
|||
|
Находит |
|||||||
|
Всего баллов,% |
9 |
0-100% |
Средний % |
||||
|
Итого: |
«0»-
признак не проявляется, «1»- — признак проявляется полностью
Преподаватель
______________/________________ «____»__________________20…г
4.2.3. Комплект
заданий для контрольной работы по Теме 1.3. Дуговая резка металлов сварных
конструкций
Проверяемые результаты обучения: З5
Теме 1.3. Дуговая резка металлов сварных конструкций
1
вариант
Тест
1
уровень
(
Каждый правильный ответ оценивается в балл)
Задание 1.
Продолжите предложение (Количество баллов за задание 0-2)
1.
Дуговым
способом разрезают:……………………
Задание
2. Назовите
основные параметры режимов дуговой резки (Количество баллов за задание 0-4):
А…………….. ,Б……………….. ,В……………….. ,Г…………………
Задание
3. Резка электродами выполняется
в пространственных положениях
(Количество баллов за задание 0-1):
1. только в нижнем;
2. только в горизонтальном;
3. только в вертикальном;
4. во всех пространственных положениях.
Задание 4.
Вставьте пропущенные слова в предложение (Количество баллов за задание 0-2).
Резку угольной дугой
ведут на ___________ токе ________________ полярности.
Задание
5. Установи соответствие путем соотнесения
первой колонки (цифры) и второй колонки (буквы). (Количество баллов за
задание 0-3)
|
Разрезаемый металл |
Разрезаемость |
||
|
1. |
Ст2 |
А |
Хорошая |
|
2. |
Сталь 45 |
Б |
Удовлетворительная |
|
3. |
Серый |
В |
Плохая |
2 уровень
Задание 6. Объясните
сущность процесса гозо-дуговой резки (Количество баллов за задание 0-3).
Задание
7. Объясните преимущества процесса воздушно-дуговой резки. (Количество
баллов за задание 0-3).
____________________
_____________________
_____________________
3 уровень
Задание 8. Необходимо произвести разделительную резку пластины
изготовленной из чугуна марки СЧ10 толщиной 10 мм. (Количество баллов за
задание 0-3).
1.Выберите способ
резки стали.
2.Выберите
оборудование для резки.
3.Определите режимы
резки стали.
Задание 9. Произведите сравнительный анализ представленных на рисунке
способов резки металла. (Количество баллов за
задание 0-3).
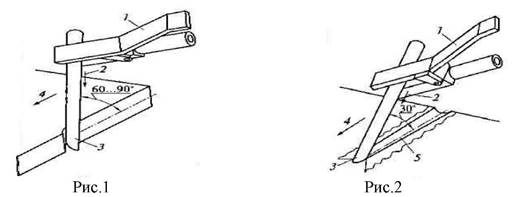
Общее количество
баллов за выполнение задания: 0-24 баллов
Шкала перевода
баллов в оценку:
24-20 баллов —
«отлично»,
19-16 —
«хорошо»,
15-12 —
«удовлетворительно»,
менее 12 —
«неудовлетворительно».
Теме 1.3. Дуговая резка металлов сварных конструкций
2 вариант
Тест
1
уровень
(
Каждый правильный ответ оценивается в балл)
Задание 1.
Продолжите предложение (Количество баллов за задание 0-2)
Дуговая резка производится металлическими электродами ……………………………….
Задание
2. Назовите
основные параметры режимов дуговой резки (Количество баллов за задание 0-4).:
А…………….. ,Б……………….. ,В……………….. ,Г…………………
Задание 3. Разделительную
резку применяют: (Количество баллов за задание 0-1):
1.
при резке металла;
2.
для раскроя металла на части ;
3.
для вырезки различного вида заготовок, раскроя листового металла, разделки
кромок под
сварку
и других работ.
Задание 4.
Вставьте пропущенные слова в предложение (Количество баллов за задание 0-2).
Дуговую резку можно производить__________________-, и
__________________ электродом.
Задание
5. Установи соответствие путем соотнесения
первой колонки (цифры) и второй колонки (буквы). (Количество баллов за
задание 0-3)
|
Разрезаемый металл |
Разрезаемость |
||
|
1. |
Ст5 |
А |
Хорошая |
|
2. |
Ковкий чугун |
Б |
Удовлетворительная |
|
3. |
Ст1 |
В |
Плохая |
2 уровень
Задание 6. Объясните
сущность процесса воздушно-дуговой резки (Количество баллов за задание 0-3).
Задание
7. Объясните преимущества процесса кислородно-дуговой резки. (Количество
баллов за задание 0-3).
____________________
_____________________
_____________________
3 уровень
Задание 8. Необходимо произвести разделительную резку вала
изготовленного из стали марки 50ХГА диаметром 40 мм. . (Количество баллов за задание 0-3).
1.Выберите способ
резки стали.
2.Выберите
оборудование для резки.
3.Определите режимы
резки стали.
Задание 9. Произведите сравнительный анализ представленных на рисунке
способов резки металла. . (Количество баллов
за задание 0-3).
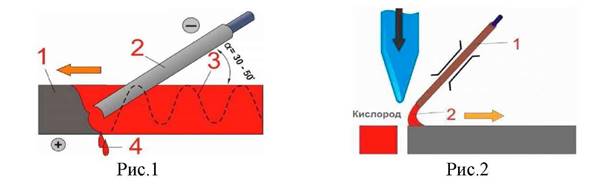
Общее количество
баллов за выполнение задания: 0-24 баллов
Шкала перевода
баллов в оценку:
24-20 баллов —
«отлично»,
19-16 —
«хорошо»,
15-12 —
«удовлетворительно»,
менее 12 —
«неудовлетворительно».
Теме
1.3. Дуговая резка металлов сварных конструкций
3вариант
Тест
1
уровень
(
Каждый правильный ответ оценивается в балл)
Задание 1.
Продолжите предложение (Количество баллов за задание 0-2)
Дуговую резку можно осуществлять
………………………..током
Задание
2. Назовите
основные параметры режимов дуговой резки (Количество баллов за задание 0-4).:
А…………….. ,Б……………….. ,В……………….. ,Г…………………
Задание
3. Дуговую резку можно выполнять (Количество баллов за задание 0-1):
1. только специальными электродами;
2. электродами одной марки;
3. электродами одного диаметра;
4. электродами разных диаметров и
марок.
Задание 4.
Вставьте пропущенные слова в предложение (Количество баллов за задание 0-2).
К недостаткам дуговой резки относится большой ___________
электродов и ___________ металла на нижнем крае реза.
Задание
5. Установи соответствие путем соотнесения
первой колонки (цифры) и второй колонки (буквы). (Количество баллов за
задание 0-3)
|
Разрезаемый металл |
Разрезаемость |
||
|
1. |
Сталь15 |
А |
Хорошая |
|
2. |
Белый чугун |
Б |
Удовлетворительная |
|
3. |
Ст4 |
В |
Плохая |
2 уровень
Задание 6. Объясните
сущность процесса дуговой резки (Количество баллов за задание 0-3).
Задание
7. Объясните преимущества процесса кислородной резки. (Количество
баллов за задание 0-3).____________________
_____________________
_____________________
3
уровень
Задание
8. Необходимо произвести разделительную резку листовой стали марки
10Г2 толщиной 30 мм. . (Количество баллов за задание 0-3).
1.Выберите способ
резки стали.
2. Выберите
оборудование для резки.
3.Определите режимы
резки стали.
Задание 9.Произведите сравнительный анализ представленных на рисунке
способов резки металла.
.
(Количество баллов за задание 0-3).
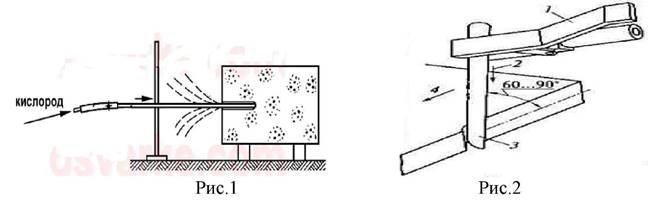
Общее количество
баллов за выполнение задания: 0-24 баллов
Шкала перевода
баллов в оценку:
24-20 баллов —
«отлично»,
19-16 —
«хорошо»,
15-12 —
«удовлетворительно»,
менее 12 —
«неудовлетворительно».
Теме 1.3. Дуговая резка металлов сварных конструкций
4
вариант
Тест
1
уровень
(
Каждый правильный ответ оценивается в балл)
Задание 1.
Продолжите предложение (Количество баллов за задание 0-2)
Производительность дуговой резки зависит
от…………………………………..
Задание
2. Назовите
основные параметры режимов дуговой резки (Количество баллов за задание 0-4).:
А…………….. ,Б……………….. ,В……………….. ,Г…………………
Задание
3. Для отклонения дуги магнитным
полем в направлении реза второй сварочный кабель присоединяют: (Количество баллов за задание 0-1):
1. снизу у начала разреза;
2. сверху у начала разреза;
3. сбоку у начала разреза;
4. перед началом разреза.
Задание 4.
Вставьте пропущенные слова в предложение (Количество баллов за задание 0-2).
Дуговую резку применяют в тех случаях,
когда__________ не поддается ____________ резке
Задание
5. Установи соответствие путем соотнесения
первой колонки (цифры) и второй колонки (буквы). (Количество баллов за
задание 0-3)
|
Разрезаемый металл |
Разрезаемость |
||
|
1. |
Сталь 08 |
А |
Хорошая |
|
2. |
СТ6 |
Б |
Удовлетворительная |
|
3. |
медь |
В |
Плохая |
2 уровень
Задание 6. Объясните
сущность процесса кислородной резки (Количество баллов за задание 0-3).
Задание
7. Объясните преимущества процесса дуговой резки. (Количество
баллов за задание 0-3).
____________________
_____________________
_____________________
3 уровень
Задание
8. Необходимо произвести поверхностную резку листовой стали марки
20Х3 толщиной 10 мм. . (Количество баллов за задание 0-3).
1. Выберите
способ резки стали.
2.
Выберите оборудование для резки.
3.Определите режимы резки стали.
Задание
9. Произведите сравнительный анализ качества деталей для способов
резки металла, представленных на рисунках. . (Количество баллов за задание
0-3).
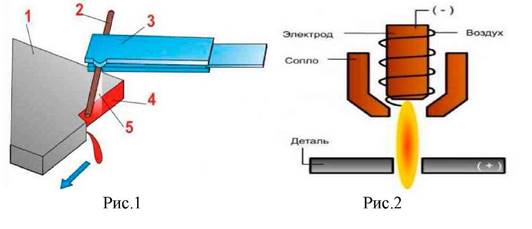
Общее количество
баллов за выполнение задания: 0-24 баллов
Шкала перевода
баллов в оценку:
24-20 баллов —
«отлично»,
19-16 —
«хорошо»,
15-12 —
«удовлетворительно»,
менее 12 —
«неудовлетворительно».
ОЦЕНОЧНЫЙ ЛИСТ
КОНТРОЛЬНОЙ РАБОТЫ
ТЕМЕ 1.3. ДУГОВАЯ РЕЗКА МЕТАЛЛОВ СВАРНЫХ КОНСТРУКЦИЙ
Профессия
СПО «Сварщик»
Группа
С-279
Ф.И.О.
…………
Цель
контроля: оценить уровень усвоения общих и профессиональных компетенций
|
компетенции |
№ задания |
Признаки проявления знаний |
Количественная оценка проявления |
Вывод о степени сформированности |
|||
|
% Сформированности компетенции |
Дискрептивная оценка |
||||||
|
профессиональные |
ПК 2.4. Выполнять дуговую резку |
Знания |
1 |
Знает |
8-100% 7-70% 6-60% 5-50% 4-40% 3-30% 2-20% 1-10% |
||
|
2 |
Знает |
||||||
|
3 |
Знает |
||||||
|
4 |
Знает |
||||||
|
5 |
Знает |
||||||
|
6 |
Знает |
||||||
|
7 |
Знает |
||||||
|
8 |
Знает |
||||||
|
9 |
Знает |
||||||
|
Всего баллов,% |
9 |
0-100% |
Средний % |
||||
|
Итого: |
Преподаватель
______________/________________
«____»__________________20…г
4.2.4. Комплект
заданий для экзамена по МДК 02.01. Техника
и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами
Проверяемые
результаты обучения: З1;З2;З3;З4;З5
|
МДК |
УТВЕРЖДАЮ Зам. директора по УР _____________Ю.А.Некрасова «___» ______________ 20…..г. |
ГАПОУ СПО СО «Каменск-Уральский
агропромышленный техникум»
Экзаменационный билет №1
Задание1.Объясните влияние силы сварочного тока на
форму и размеры сварного шва
(Количество баллов
за задание 0-2)
Задание 2. Необходимо произвести электродуговую
резку стали 40 электродами. Толщина металла 10 мм. Выберите режим резки. (Количество баллов за задание 0-3)
Задание 3. Опишите последовательность дуговой многослойной
наплавки на пластины из низкоуглеродистой стали. Наплавка проводится в три
слоя. Предложите схему наплавки каждого слоя и меры, исключающие появление
дефектов по всей толщине наплавленного металла.
(Количество баллов за
задание 0-3)
Задача
4
Необходимо выполнить ручную
дуговую сварку пластин толщиной 5 мм каждая из сплава марки БрОФ -6,5-0,15
, длина пластин 180 мм , швы необходимо выполнять в нижнем положении.
Задание : выберите
технологию (режимы) сварки и объясните технику ручной дуговой сварки шва,
результаты работы занесите в таблицу. (Количество баллов за задание 0-10)
|
№ п/п |
Задание |
Вариант ответа |
Отметка о |
|
1 |
Дайте |
||
|
2 |
Дайте |
||
|
3 |
Способ подготовки к |
||
|
4 |
Способ разделки |
||
|
5 |
Температура |
||
|
6 |
Сварочный материал |
||
|
7 |
Диаметр электрода |
||
|
8 |
Сила сварочного |
||
|
9 |
Род и полярность |
||
|
10 |
Предложите технику |
Общее количество
баллов за выполнение задания: 0-18 баллов
Шкала перевода
баллов в оценку:
18-16 баллов —
«отлично», 15-13 — «хорошо»,
12-11 —
«удовлетворительно», менее 11 — «неудовлетворительно».
ГАПОУ СПО СО «Каменск-Уральский
агропромышленный техникум»
|
МДК |
УТВЕРЖДАЮ Зам. директора по УР _____________Ю.А.Некрасова «___» ______________ 20…..г. |
Экзаменационный билет №2
Задание 1.Объясните влияние напряжения дуги на
форму и размеры сварного шва
(Количество баллов
за задание 0-2)
Задание 2. Расшифруйте условное обозначение электрода
Э42А – УОНИИ-13/45 – 3,0- УД
_____________________________ ГОСТ 9467 — 75
Е-412(5) – Б10
. (Количество баллов за задание 0-3)
Задание 3. Составьте технологический
процесс однослойной дуговой наплавки валиков на
плоскую изношенную поверхность в нижнем положении с указанием
техники наплавки, наплавочного материала, размеров валиков и
последовательности их наложения.
(Количество баллов
за задание 0-3)
Задача
4
Необходимо выполнить дуговую
сварку пластин толщиной 4мм каждая из сплава марки АЛ-9, длина пластин 450
мм, швы необходимо выполнять в нижнем положении.
Задание: выберите
технологию (режимы) сварки и объясните технику газовой сварки шва, результаты
работы занесите в таблицу. (Количество баллов за задание 0-10)
|
№ п/п |
Задание |
Вариант ответа |
Отметка о |
|
1 |
Дайте |
||
|
2 |
Дайте |
||
|
3 |
Способ подготовки к |
||
|
4 |
Способ разделки |
||
|
5 |
Температура |
||
|
6 |
Сварочный материал |
||
|
7 |
Диаметр электрода |
||
|
8 |
Сила сварочного |
||
|
9 |
Род и полярность |
||
|
10 |
Предложите технику |
Общее количество
баллов за выполнение задания: 0-18 баллов
Шкала перевода
баллов в оценку:
18-16 баллов —
«отлично»,
15-13 —
«хорошо»,
12-11 —
«удовлетворительно»,
менее 11 —
«неудовлетворительно».
ГАПОУ СПО СО «Каменск-Уральский
агропромышленный техникум»
|
МДК |
УТВЕРЖДАЮ Зам. директора по УР _____________Ю.А.Некрасова «___» ______________ 20…..г. |
Экзаменационный билет №3
Задание1..Объясните влияние скорости сварки на
форму и размеры сварного шва
(Количество баллов
за задание 0-2)
Задание 2. Необходимо произвести электродуговую
резку стали 10 электродами. Толщина металла 5 мм. Выберите режим резки. (Количество баллов за задание 0-3)
Задание 3. Произошел износ шеек чугунного шкива
ременной передачи, необходимо произвести их ремонт. Опишите технологию
восстановления изношенной детали ручной дуговой наплавкой с указанием
режимов термической обработки до и после наплавки. (Количество баллов за задание 0-3)
Задача
4
Необходимо выполнить
ручную дуговую сварку неплавящимся электродом листов из меди марки М4 с
толщиной стенки 3 мм, шов длиной 350
мм. Объясните технику и технологию выполнения сварочной операции, результаты
работы занесите в таблицу. Количество баллов 0-10.
|
№ п/п |
Задание |
Вариант |
Отметка о выполнении |
|
1 |
Дайте характеристику |
||
|
2 |
Дайте |
||
|
3 |
Способ подготовки к |
||
|
4 |
Способ разделки |
||
|
5 |
Температура |
||
|
6 |
Сварочный материал |
||
|
7 |
Диаметр электрода |
||
|
8 |
Сила сварочного |
||
|
9 |
Род и полярность |
||
|
10 |
Предложите технику |
Общее количество
баллов за выполнение задания: 0-18 баллов
Шкала перевода
баллов в оценку:
18-16 баллов —
«отлично»,
15-13 —
«хорошо»,
12-11 —
«удовлетворительно»,
менее 11 —
«неудовлетворительно».
ГАПОУ СПО СО «Каменск-Уральский
агропромышленный техникум»
|
МДК |
УТВЕРЖДАЮ Зам. директора по УР _____________Ю.А.Некрасова «___» ______________ 20…..г. |
Экзаменационный билет №4
Задание 1.Объясните влияние диаметра электрода на
форму и размеры сварного шва
(Количество баллов
за задание 0-2)
Задание 2. Необходимо произвести воздушно- дуговую
резку стали 08 электродами. Толщина металла 8 мм. Выберите режим резки. (Количество баллов за задание 0-3)
Задание 3. Необходимо провести восстановление
наружной поверхности стального вала. Составьте технологический процесс наплавки
с указанием оборудования, наплавочных материалов, приемов подготовки детали к
наплавке и параметров наплавки.
(Количество баллов за
задание 0-3).
Задача
4.
Необходимо выполнить
ручную дуговую сварку металлическим электродом сплава АМц толщиной стенки 12
мм , шов длиной 120 мм. Объясните технику и технологию выполнения сварочной
операции, результаты работы занесите в таблицу. Количество баллов 0-10.
|
№ п/п |
Задание |
Вариант (Эталон) |
Отметка о выполнении |
|
1 |
Дайте |
||
|
2 |
Дайте |
||
|
3 |
Способ подготовки к |
||
|
4 |
Способ разделки |
||
|
5 |
Температура |
||
|
6 |
Сварочный материал |
||
|
7 |
Диаметр электрода |
||
|
8 |
Сила сварочного |
||
|
9 |
Род и полярность |
||
|
10 |
Предложите технику |
Общее количество
баллов за выполнение задания: 0-18 баллов
Шкала перевода
баллов в оценку:
18-16 баллов —
«отлично»,
15-13 —
«хорошо»,
12-11 —
«удовлетворительно»,
менее 11 —
«неудовлетворительно».
ГАПОУ СПО СО «Каменск-Уральский
агропромышленный техникум»
|
МДК |
УТВЕРЖДАЮ Зам. директора по УР _____________Ю.А.Некрасова «___» ______________ 20…..г. |
Экзаменационный билет №5
Задание 1.Объясните влияние угла наклона электрода
на форму и размеры сварного шва
(Количество баллов
за задание 0-2)
Задание 2.Необходимо произвести разделительную резку
листовой низкоуглеродистой стали толщиной 6 мм. Выберите способ резки стали,
выберите оборудование для резки и определите режимы резки стали.
(Количество
баллов за задание 0-3)
Задание 3. Предложите меры по предупреждению
появления трещин при наплавке.
(Количество
баллов за задание 0-3)
Задача
4.
Необходимо выполнить
ремонт отливки ручной дуговой сваркой металлическим электродом из сплава БрКМц-3-1 ,толщиной стенки10 мм , шов
длиной 80 мм. Объясните технику и технологию выполнения сварочной операции,
результаты работы занесите в таблицу. Количество баллов 0-10.
|
№ п/п |
Задание |
Вариант |
Отметка о выполнении |
|
1 |
Дайте |
||
|
2 |
Дайте |
||
|
3 |
Способ подготовки к |
||
|
4 |
Способ разделки |
||
|
5 |
Температура |
||
|
6 |
Сварочный материал |
||
|
7 |
Диаметр электрода |
||
|
8 |
Сила сварочного |
||
|
9 |
Род и полярность |
||
|
10 |
Предложите технику |
Общее количество
баллов за выполнение задания: 0-18 баллов
Шкала перевода
баллов в оценку:
18-16 баллов —
«отлично»,
15-13 —
«хорошо»,
12-11 —
«удовлетворительно»,
менее 11 —
«неудовлетворительно».
ГАПОУ СПО СО «Каменск-Уральский
агропромышленный техникум»
|
МДК |
УТВЕРЖДАЮ Зам. директора по УР _____________Ю.А.Некрасова «___» ______________ 20…..г. |
Экзаменационный билет №6
Задание 1..Объясните влияние длины дуги на форму и
размеры сварного шва
(Количество баллов
за задание 0-2)
Задание 2. Необходимо произвести электродуговую резку
стали 30 электродами. Толщина металла 5 мм. Выберите режим резки. ( Количество баллов
0-3баллов)
Задание 3. После наплавки и провели контроль внешним осмотром и обнаружили
пластическую деформацию детали (коробление). Предложите способы
устранения дефекта и поясните причины его возникновения.
(
Количество баллов 0-3баллов)
Задача
4
Необходимо выполнить
ручную дуговую сварку металлическим электродом сплава ЛОК-59-1-0,3, толщиной
стенки10 мм , шов длиной 350 мм. Объясните технику и технологию выполнения
сварочной операции, результаты работы занесите в таблицу. Количество баллов
0-10.
|
№ п/п |
Задание |
Вариант |
Отметка о выполнении |
|
1 |
Дайте |
||
|
2 |
Дайте |
||
|
3 |
Способ подготовки к |
||
|
4 |
Способ разделки |
||
|
5 |
Температура |
||
|
6 |
Сварочный материал |
||
|
7 |
Диаметр электрода |
||
|
8 |
Сила сварочного |
||
|
9 |
Род и полярность |
||
|
10 |
Предложите технику |
Общее количество
баллов за выполнение задания: 0-18 баллов
Шкала перевода
баллов в оценку:
18-16 баллов —
«отлично»,
15-13 —
«хорошо»,
12-11 —
«удовлетворительно»,
менее 11 —
«неудовлетворительно».
ГАПОУ СПО СО «Каменск-Уральский
агропромышленный техникум»
|
МДК |
УТВЕРЖДАЮ Зам. директора по УР _____________Ю.А.Некрасова «___» ______________ 20…..г. |
Экзаменационный билет №7
Задание 1..Объясните влияние угла наклона
электрода на форму и размеры сварного шва
(Количество баллов
за задание 0-2)
Задание 2. Необходимо произвести электродуговую резку
стали 15 электродами. Толщина металла 3 мм. Выберите режим резки. ( Количество баллов
0-3баллов)
Задание 3. Проведите сравнительный анализ схем
технологических процессов выполнения восстановительной наплавки и
изготовительной.
(
Количество баллов 0-3баллов)
Задача
4
Необходимо
выполнить ручную дуговую сварку стального листа, толщиной 1 мм из стали марки В
Ст3, шов длиной 200 мм в нижнем положении. Подберите сварочные материалы, режимы сварки и объясните
технику сварки шва. Результаты занесите в таблицу. Количество баллов 0-10.
|
№ п/п |
Задание |
Вариант |
Отметка о выполнении |
|
1 |
Дайте |
||
|
2 |
Дайте |
||
|
3 |
Способ подготовки к |
||
|
4 |
Способ разделки |
||
|
5 |
Температура |
||
|
6 |
Сварочный материал |
||
|
7 |
Диаметр электрода |
||
|
8 |
Сила сварочного |
||
|
9 |
Род и полярность |
||
|
10 |
Предложите технику |
Общее количество
баллов за выполнение задания: 0-18 баллов
Шкала перевода
баллов в оценку:
18-16 баллов —
«отлично»,
15-13 —
«хорошо»,
12-11 —
«удовлетворительно»,
менее 11 —
«неудовлетворительно».
ГАПОУ СПО СО «Каменск-Уральский
агропромышленный техникум»
|
МДК |
УТВЕРЖДАЮ Зам. директора по УР _____________Ю.А.Некрасова «___» ______________ 20…..г. |
Экзаменационный билет №8
Задание 1..Объясните влияние скорости сварки на
форму и размеры сварного шва
(Количество баллов
за задание 0-2)
Задание 2. Необходимо произвести электродуговую резку
стали 35 электродами. Толщина металла 8 мм. Выберите режим резки. ( Количество баллов
0-3баллов)
Задание 3. Провели процесс заварки дефекта в
чугунной детали. Через некоторое время на наплавленном слое появились трещины.
Обоснуйте причины их появления и предложите способы устранения этих дефектов.
(
Количество баллов 0-3баллов)
Задача
4
.
Необходимо выполнить ручную дуговую сварку пластин из стали марки Сталь 05,
толщиной 3 мм., протяженность сварного шва 1100мм . Подберите сварочные
материалы, режимы сварки и объясните технику сварки шва в нижнем положении,
чтобы исключить возможность возникновения сварочных деформаций Результаты
работы занесите в таблицу.
Количество баллов 0-10.
|
№ п/п |
Задание |
Вариант |
Отметка о выполнении |
|
1 |
Дайте |
||
|
2 |
Дайте |
||
|
3 |
Способ подготовки к |
||
|
4 |
Способ разделки |
||
|
5 |
Температура |
||
|
6 |
Сварочный материал |
||
|
7 |
Диаметр электрода |
||
|
8 |
Сила сварочного |
||
|
9 |
Род и полярность |
||
|
10 |
Предложите технику |
Общее количество
баллов за выполнение задания: 0-18 баллов
Шкала перевода
баллов в оценку:
18-16 баллов —
«отлично»,
15-13 —
«хорошо»,
12-11 —
«удовлетворительно»,
менее 11 —
«неудовлетворительно».
ГАПОУ СПО СО «Каменск-Уральский
агропромышленный техникум»
|
МДК |
УТВЕРЖДАЮ Зам. директора по УР _____________Ю.А.Некрасова «___» ______________ 20…..г. |
Экзаменационный билет № 9
Задание 1..Объясните влияние диаметра электрода
на форму и размеры сварного шва
(Количество баллов
за задание 0-2)
Задание 2. Необходимо произвести электродуговую резку
чугуна СЧ35 электродами. Толщина металла 8 мм. Выберите режим резки. ( Количество баллов
0-3баллов)
Задание 3. Необходимо провести восстановление
наружной поверхности вала из стали марки45. Составьте технологический процесс
наплавки с указанием оборудования, наплавочных материалов, приемов подготовки
детали к наплавке и параметров наплавки.
(
Количество баллов 0-3баллов)
Задача
4
Необходимо
выполнить ручную дуговую сварку пластин из стали марки Ст 3, толщиной 2
мм., протяженность сварного шва 600мм . Подберите сварочные материалы, режимы
сварки и объясните технику сварки шва в нижнем положении, чтобы исключить
возможность возникновения сварочных деформаций Результаты работы занесите в
таблицу:
Количество баллов
0-10.
|
№ п/п |
Задание |
Вариант |
Отметка о выполнении |
|
1 |
Дайте |
||
|
2 |
Дайте |
||
|
3 |
Способ подготовки к |
||
|
4 |
Способ разделки |
||
|
5 |
Температура |
||
|
6 |
Сварочный материал |
||
|
7 |
Диаметр электрода |
||
|
8 |
Сила сварочного |
||
|
9 |
Род и полярность |
||
|
10 |
Предложите технику |
Общее количество
баллов за выполнение задания: 0-18 баллов
Шкала перевода
баллов в оценку:
18-16 баллов —
«отлично»,
15-13 —
«хорошо»,
12-11 —
«удовлетворительно»,
менее 11 —
«неудовлетворительно».
ГАПОУ СПО СО «Каменск-Уральский
агропромышленный техникум»
|
МДК |
УТВЕРЖДАЮ Зам. директора по УР _____________Ю.А.Некрасова «___» ______________ 20…..г. |
Экзаменационный билет № 10
Задание 1..Объясните влияние полярности тока на
форму и размеры сварного шва
(Количество баллов
за задание 0-2)
Задание 2. Необходимо произвести электродуговую резку
чугуна КЧ 50 электродами. Толщина металла 10 мм. Выберите режим резки. ( Количество баллов
0-3баллов)
Задание 3. Необходимо провести восстановление
наружной поверхности вала из стали марки45. Составьте технологический процесс
наплавки с указанием оборудования, наплавочных материалов, приемов подготовки
детали к наплавке и параметров наплавки.
(
Количество баллов 0-3баллов)
Задача
4
Необходимо
выполнить ручную дуговую сварку пластин из стали марки Ст 0, толщиной 4
мм., протяженность сварного шва 400мм . Подберите сварочные материалы, режимы
сварки и объясните технику сварки шва в вертикальном положении, чтобы исключить
возможность возникновения сварочных деформаций Результаты работы занесите в
таблицу:
Количество баллов
0-10.
|
№ п/п |
Задание |
Вариант |
Отметка о выполнении |
|
1 |
Дайте |
||
|
2 |
Дайте характеристику |
||
|
3 |
Способ подготовки к |
||
|
4 |
Способ разделки |
||
|
5 |
Температура |
||
|
6 |
Сварочный материал |
||
|
7 |
Диаметр электрода |
||
|
8 |
Сила сварочного |
||
|
9 |
Род и полярность тока |
||
|
10 |
Предложите технику |
Общее количество
баллов за выполнение задания: 0-18 баллов
Шкала перевода
баллов в оценку:
18-16 баллов —
«отлично»,
15-13 —
«хорошо»,
12-11 —
«удовлетворительно»,
менее 11 —
«неудовлетворительно».
Оценочный
лист
МДК 02.01. Техника и технология ручной
дуговой сварки (наплавки, резки) покрытыми электродами
Профессия: «Сварщик»
Группа 379
Ф.И.О.
…………………………………………………….
Цель контроля: оценить
уровень овладения профессиональными компетенциями
|
компетенция |
Признаки проявления |
Количественная |
Вывод о сформированности |
|||
|
% Сформированности |
Дискрептивная оценка |
|||||
|
ПК 2.4. Выполнять |
2 |
Знает основные |
3-100% |
|||
|
Знает технику |
||||||
|
Знает технологию |
||||||
|
ПК 2.3. Выполнять |
3 |
Знает основные |
5-100% |
|||
|
Знает наплавочные |
||||||
|
Характеризует |
||||||
|
Знает технологию |
||||||
|
Знает технику для |
||||||
|
ПК ПК |
1 |
Знает основные |
11-100% |
|||
|
4 |
Дает |
|||||
|
Дает |
||||||
|
Характеризует |
||||||
|
Определяет |
||||||
|
Определяет |
||||||
|
Определяет |
||||||
|
Выбирает |
||||||
|
Выбирает |
||||||
|
Выбирает род и |
||||||
|
Выбирает |
||||||
|
Всего баллов,% |
19 |
0-100% |
Средний % |
|||
|
Итого: |
«0»-
признак не проявляется, «1»- — признак проявляется полностью
Преподаватель
_______________./________________ «…. » ……….. 20…г
5.КОМПЛЕКТ МАТЕРИАЛОВ ДЛЯ
ОЦЕНКИ СФОРМИРОВАННОСТИ ЭЛЕМЕНТОВ ПРОФЕССИОНАЛЬНЫХ КОМПЕТЕНЦИЙ ПО ВИДУ
ПРОФЕССИОНАЛЬНЫЙ ДЕЯТЕЛЬНОСТИ (ВПД) РУЧНАЯ ДУГОВАЯ
СВАРКА (НАПЛАВКА, РЕЗКА) ПЛАВЯЩИМСЯ ПОКРЫТЫМ ЭЛЕКТРОДОМ (РД)
5.1. Паспорт
Комплект материалов предназначен для контроля и оценки
результатов освоения профессионального модуля «ПМ.02 РУЧНАЯ
ДУГОВАЯ СВАРКА (НАПЛАВКА, РЕЗКА) ПЛАВЯЩИМСЯ ПОКРЫТЫМ ЭЛЕКТРОДОМ (РД)» в форме- Экзамена (квалификационного)
Для профессии СПО: Сварщик (ручной и частично механизированной
сварки (наплавки)
Код профессии 15.01.05
На
экзамене (квалификационном ) необходимо оценить
уровень сформированности следующих профессиональных компетенций:
ПК 2.1. Выполнять ручную дуговую сварку различных
деталей из углеродистых и конструкционных сталей во всех пространственных
положениях сварного шва.
ОК 1. Понимать сущность и социальную значимость
будущей профессии, проявлять к ней устойчивый интерес
ОК 2. Организовывать собственную деятельность, исходя из цели и
способов ее достижения, определенных руководителем
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий
и итоговый контроль, оценку и коррекцию собственной деятельности,
нести ответственность за результаты своей работы.
ОК 4. Осуществлять поиск информации, необходимой для
эффективного выполнения профессиональных задач.
ОК 5. Использовать информационно-коммуникационные профессиональной
деятельности.
ОК 6. Работать в команде, эффективно общаться с коллегами,
руководством.
Экзамен включает:
— выполнение практического задания
— выполнение теоретической части задания
Итогом экзамена является однозначное решение: «вид
профессиональной деятельности освоен / не освоен».
При
выставлении оценки учитывается уровень усвоения всех оцениваемых
профессиональных компетенций при выполнении вида профессиональной деятельности:
ВПД- ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом (РД);.
При
низких результатах усвоения хотя бы одной профессиональных компетенций
принимается решение -«вид профессиональной деятельности не освоен».
При
наличии противоречивых оценок экспертов по одному тому же показателю решение
принимается в пользу обучающегося.
5.2.КОНТРОЛЬНО-ОЦЕНОЧНЫЕ
МАТЕРИАЛЫ ДЛЯ ПРОВЕДЕНИЯ ЭКЗАМЕНА (квалификационного)
5.2.1..Перечень экзаменационных заданий
(обучающиеся делятся на подгруппы)
выполнение практического задания
и теоретической части экзамена
ЗАДАНИЕ
Предназначено для контроля и оценки результатов
освоения профессионального
модуля «ПМ.02 РУЧНАЯ ДУГОВАЯ СВАРКА (НАПЛАВКА, РЕЗКА) ПЛАВЯЩИМСЯ ПОКРЫТЫМ
ЭЛЕКТРОДОМ (РД)»
Для профессии СПО: Сварщик (ручной и частично механизированной
сварки (наплавки)
Код профессии 15.01.05
Профессиональные
компетенции:
ПК 2.1. Выполнять ручную дуговую сварку различных деталей
из углеродистых и конструкционных сталей во всех пространственных положениях
сварного шва.
II.
ЗАДАНИЕ ДЛЯ ЭКЗАМЕНУЮЩИХСЯ
ПРАКТИЧЕСКОЕ
ЗАДАНИЕ
Инструкция
1.Внимательно
прочитайте задание. Выполните задание в присутствии членов экзаменационной
комиссии.
2.Выберите
необходимое оборудование и выполните ручную дуговую сварку трубного узла по
ГОСТ 5264-80.
3.Выполните
контроль качества сварных швов внешним осмотром и измерением на
соответствие требованиям ГОСТ 5264-80.
Вы можете воспользоваться учебно-методической и
справочной литературой, имеющейся на специальном столе.
Время
выполнения задания – 3 часа
Задание 1
1. Выполните
ручной дуговой сваркой трубный узел согласно чертежу из труб ГОСТ 10704-91
диаметром 75 мм, с толщиной стенки 3,5 мм. Сварные швы труб с фланцем
выполнить в нижнем положении, сварные швы труб с переходником (коленом)
выполнить в вертикальном и горизонтальном неповоротном положениях по ГОСТ
5264-80.
2.Обоснуйте
выбор оборудования и приспособлений , слесарного инструмента
3.Обоснуйте
выбор техники сварки швов.
4. Сварку
выполнять электродами марки МР-3.
5.Выполните
контроль качества сварного шва внешним осмотром и измерением на соответствие требованиям ГОСТ 5264-80.
Литература для учащегося:
1.
Банов М.Д., Казаков Ю.В., Козулин М.Г.Cварка и резка материалов.
–
Москва:
«Академия»,2009.
2.
Герасименко А.И. Основы электросварки Ростов на Дону «Феникс»
2004г.
3.
Маслов В.И.Сварочные работы. Уч. пособие для УНПО, ИЦ Академия,
2000г., 240 стр.
4.
Николаев А.И. Герасименко А.И. Электрогазосварщика. М. Ростов на
Дону
«Феникс»
2005г.
Дополнительные
источники:
1.
info-svarka.ru
«Все о сварке, обучающее видео по сварке».
2.
osvarke.com
«О сварке» — информационный сайт — сварка, резка, сварочное…
3.
gost-svarka.ru
«ГОСТы по сварке. Все сварочные ГОСТ с текстами».
4.
zvar.narod.ru
«Сварочные технологи и оборудование».
5.
welder.ru › faq/svarka_aljuminija/ «Сварка алюминия:
практические советы и рекомендации»
6.
prom-tech.ru
› page/press/weld/welding_d/ «Дефекты сварки. Устранение,
причины, последствия».
7.
polybum.com
› welding/technologies/t3/ «Выбор режима сварки».
Пакет экзаменатора
Количество вариантов задания
для экзаменующихся — 1
Время
выполнения задания — 3 часа
Задание 1
.1.
Выполните ручной дуговой сваркой трубный узел согласно чертежу из труб ГОСТ
10704-91 диаметром 75 мм, с толщиной стенки 3,5 мм. Сварные швы труб с фланцем
выполнить в нижнем положении, сварные швы труб с переходником (коленом)
выполнить в вертикальном и горизонтальном неповоротном положениях по ГОСТ
5264-80.
2.Обоснуйте
выбор оборудования и приспособлений , слесарного инструмента
3.Обоснуйте
выбор техники сварки швов.
4.
Сварку выполнять электродами марки МР-3.
5.Выполните
контроль качества сварного шва внешним осмотром и измерением на соответствие требованиям ГОСТ 5264-80.
Условия выполнения заданий
1.
Требования охраны труда: инструкция по ТБ, спецодежда, индивидуальные средства
защиты, средства коллективной защиты – местная вентиляция.
2.
Чертеж, технологическая инструкция, ГОСТ 5264-80, справочная литература и
методические рекомендации.
3. Материалы
:
— трубы 75х3,5 мм ГОСТ 10704-91, из стали 10,
— переходник -труба 75х3,5 мм ГОСТ 10704-91, из стали 10,
— фланец-2 штуки, — прокатная
тонколистовая сталь марки Ст-3;
— Электроды маркиМР-3.
4. Оборудование учебно-производственных
мастерских:
— рабочее место
преподавателя;
—
посадочные места по количеству обучающихся;
—
сварочные столы;
—
Источники питания сварочной дуги:
-ТДМ-402-3
шт.,
-ТДМ-401-7
шт.,
-ВД-306-1
шт.;
-комплект
вытяжной вентиляции;
-верстак
слесарный;
-шкаф
для методических материалов,
-комплект
инструментов для визуального контроля;
-комплект
технологических чертежей.
— Набора
инструментов:
— защитные очки для
сварки;
— защитные очки для
шлифовки;
— сварочная маска;
— защитные ботинки;
— средство защиты
органов слуха;
— ручная
шлифовальная машинка (болгарка) с защитным кожухом;
— металлическая
щетка для шлифовальной машинки, подходящая ей по размеру;
— огнестойкая
одежда;
— молоток для
отделения шлака;
— зубило;
— разметчик;
— напильники;
— металлические
щетки;
— молоток;
— универсальный
шаблон сварщика;
— стальная линейка с
метрической разметкой;
— прямоугольник;
— струбцины и
приспособления для сборки под сварку
ОЦЕНОЧНЫЙ ЛИСТ
Квалификационного экзамена по ПМ.02
Практическая часть
Цель:
оценить уровень сформированности профессиональных компетенций:
Для
профессии СПО: 15.01.05 (ручной и частично механизированной сварки (наплавки)
Дата
проведения:________________
№
группы: ______________________
Ф.И.О.
выпускника: __________________________________
|
компетенции |
Кол-во признаков |
Признаки проявления компетенций |
Количественная |
Вывод |
|
|
Профессиональные |
ПК |
1 |
Проверяет плавящимся |
10 |
|
|
2 |
Проверяет |
||||
|
3 |
Проверяет |
||||
|
4 |
Выполняет |
||||
|
5 |
Выполняет ручной |
||||
|
6 |
Выполняет |
||||
|
ПК документации |
1 |
Использует |
|||
|
2 |
Проводит |
||||
|
3 |
Определяет |
||||
|
4 |
Объясняет |
||||
|
Всего баллов,% |
10 |
0-100% |
|||
|
Итого: |
(0
— признак отсутствует, 1 – признак проявляется)
Шкала
перевода баллов в оценку:
10-9 баллов —
«отлично»,
8-7-
«хорошо»,
6-5 —
«удовлетворительно»;
менее
5 — «неудовлетворительно. Эксперт
________________ » » 20…..г
ОЦЕНОЧНЫЙ ЛИСТ
Квалификационного экзамена по ПМ.02
Цель:
оценить уровень сформированности общих компетенций:
Для
профессии СПО: 15.01. 05 (ручной и частично механизированной сварки (наплавки)
Дата
проведения:________________
№
группы: ______________________
Ф.И.О.
выпускника: __________________________________
|
Результаты (освоенные общие |
Основные |
Количественная |
Вывод о степени |
|
ОК 1. Понимать |
Представляет Определяет алгоритмы Объясняет Демонстрирует Анализирует |
0-5 |
|
|
ОК 2. достижения, |
Представляет документации Определяет возможные Проводит планирование Демонстрирует Выбирает способы Организует |
0-6 |
|
|
ОК 3. Анализировать ответственность |
Распознает Определяет решения задач и Устанавливает Намечает профессиональной Создает Представляет собственной Оценивает Анализирует Демонстрирует Демонстрирует |
0-10 |
|
|
ОК |
Анализирует Формулирует Устанавливает Определяет Определяет Систематизирует Выявляет Составляет Оценивает Находит Использует |
0-11 |
|
|
ОК профессиональной |
Определяет современные средства Устанавливает Выбирает Определяет Применяет Использует информацию |
0-6 |
ЗАДАНИЕ 2
Теоретическая часть экзамена:
— Время выполнения задания — 1 час
Используя необходимую нормативно-технологическую документацию и
чертеж конструкции, ответьте на теоретические вопросы , варианты ответов
занесите в таблицу
|
№пп |
Задание |
Вариант ответа |
|
1 |
Прочитать |
|
|
2 |
Начертить |
|
|
3 |
Дать |
|
|
4 |
Прочитать |
|
|
5 |
Выбрать В |
|
|
В |
||
|
В |
||
|
6 |
Объясните В |
|
|
В |
||
|
В |
||
|
7 |
Описать |
|
|
8 |
Объяснить |
|
|
9 |
Предложите |
Ф.И.О.
выпускника: __________________________________
ОЦЕНОЧНЫЙ ЛИСТ
Квалификационного экзамена по ПМ.02
Теоретическая часть
Цель:
оценить уровень сформированности профессиональных компетенций
Для
профессии СПО: 15.01.05 Сварщик (ручной и частично механизированной сварки
(наплавки)
Дата
проведения:________________
№
группы: ______________________
Ф.И.О.
выпускника: __________________________________
|
Компетенция |
№ |
Признаки проявления компетенции |
Количественная |
Вывод о сформированности |
|||
|
% Сформированности |
Дискрептивная оценка |
||||||
|
Профессиональная |
ПК 2.1. Выполнять ручную дуговую |
1 |
З1- |
9-100% |
|||
|
2 |
З1- |
||||||
|
3 |
З2 |
||||||
|
4 |
З3 |
||||||
|
5 |
З4 |
||||||
|
6 |
З4 |
||||||
|
7 |
Характеризует |
||||||
|
8 |
З6- |
||||||
|
9 |
З6- |
||||||
|
Итоговый |
|||||||
(0
— признак отсутствует, 1 – признак проявляется)
Шкала
перевода баллов в оценку:
9 баллов —
«отлично»,
8-7-
«хорошо»,
6-5 —
«удовлетворительно»;
менее 5 —
«неудовлетворительно.
Эксперт-______________________________
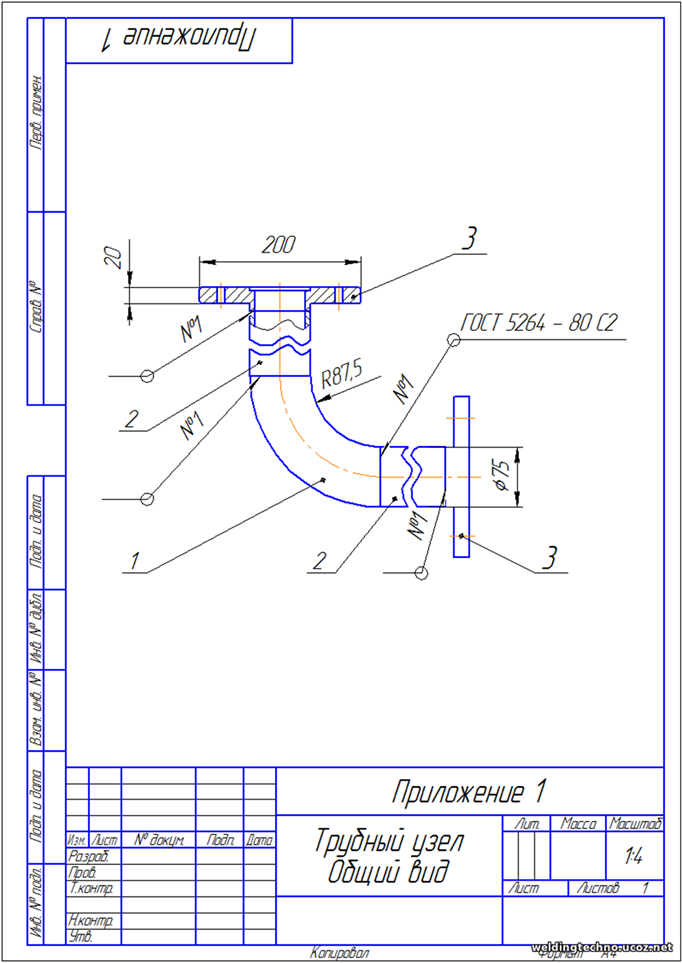
Сводная
ведомость квалификационного экзамена
«ПМ.02 РУЧНАЯ ДУГОВАЯ СВАРКА (НАПЛАВКА, РЕЗКА) ПЛАВЯЩИМСЯ ПОКРЫТЫМ
ЭЛЕКТРОДОМ (РД)»
Для профессии СПО: 15.01.05.Сварщик (ручной и частично
механизированной сварки (наплавки)
Дата
проведения:________________
№
группы: _____________
|
ФИО |
Компетенции |
Количественная оценка освоения ПК |
Вывод о степени сформированности ВПД |
|||||||
|
ОК |
ОК 2 |
ОК3 |
ОК4 |
ОК5 |
ПК2.1 |
ПК2.1 |
ПК1.9. |
|||
|
ИТОГО |
Дата «_____» _____________ 20___г.
Подписи членов экзаменационной комиссии:
Председатель _______________ /________________/
Экзаменатор _______________ /________________/
Ассистент _______________ /________________/
5.3. КОНТРОЛЬНО-ОЦЕНОЧНЫЕ МАТЕРИАЛЫ
ДЛЯ ПРОВЕДЕНИЯ ЭКЗАМЕНА С ПРИМЕНЕНИЕМ ТРЕБОВАНИЙ НЕЗАВИСИМОЙ ОЦЕНКИ
КВАЛИФИКАЦИИ
|
Практическая часть Ручная |
40.002 |
|
|
(наименование |
КОД |
Обобщенная
трудовая функция:
Сварка (наплавка, резка) сложных и ответственных конструкций (оборудования,
изделий, узлов, трубопроводов, деталей) из различных материалов (сталей,
чугуна, цветных металлов и сплавов, полимерных материалов)
Трудовая функция: Ручная
дуговая сварка (наплавка) неплавящимся электродом в защитном газе (РАД) и
плазменная дуговая сварка (наплавка, резка) (П) сложных и ответственных
конструкций (оборудования, изделий, узлов, трубопроводов, деталей) из различных
материалов (сталей, чугуна, цветных металлов и сплавов), предназначенных для работы
под давлением, под статическими, динамическими и вибрационными нагрузками
Уровень
(подуровень) квалификации- 3
Наименование
базовой группы, должности (профессии) или специальности-Электросварщик
ручной сварки (4-й разряд);
Электросварщик
ручной сварки (5-й разряд);
Инструкция
1.Внимательно
прочитайте задание. Выполните задание в присутствии членов экзаменационной
комиссии.
2.Выберите
необходимое оборудование и выполните сборку и сварку
трубного узла способом MMA (номер процесса 111) в
соответствии с требованиями ГОСТ 5264-80.
3.Выполните
контроль качества сварных швов внешним осмотром и измерением на
соответствие требованиям ГОСТ 5264-80.
Вы
можете воспользоваться учебно-методической и справочной литературой, имеющейся
на специальном столе.
Задание 1
Выполните
сборку и сварку трубного узла способом MMA (номер процесса 111) согласно
чертежа, из труб ГОСТ 10704-91 диаметром 75 мм, с толщиной стенки 3,5 мм.
- Сборку
выполнять на прихватки длиной 10-15 мм, в любом пространственном положении
той же маркой электрода , что и основные швы, диаметром 3мм. - Сварные
швы труб с фланцем выполнить в нижнем положении, сварные швы труб с
переходником (коленом) выполнить в вертикальном и горизонтальном
неповоротном положениях по ГОСТ 5264-80, электродами марки МР-3,
диаметром 3-4мм. - Зачистку
выполнить без применения шлиф инструмента. - Выполнить
контроль внешним осмотром и измерением на соответствие конструктивных
размеров сварных швов требованиям ГОСТ 5264-80. - При
защите работы:
А. Обоснуйте выбор оборудования и приспособлений , слесарного
инструмента
Б. Обоснуйте выбор техники сварки швов.
В. Представьте результаты контроля измерением.
Условия
выполнения задания:
1.
Требования охраны труда: инструкция по ТБ, спецодежда, индивидуальные средства
защиты, средства коллективной защиты – местная вентиляция.
2.
Чертеж, ГОСТ 5264-80, справочная литература и методические рекомендации.
3.
Материалы :
—
трубы 75х3,5 мм ГОСТ 10704-91, из стали 10,
—
переходник -труба 75х3,5 мм ГОСТ 10704-91, из стали 10,
—
фланец-2 штуки, — прокатная тонколистовая
сталь марки Ст-3;
—
Электроды марки МР-3, диаметр3-4мм.
4. Оборудование учебно-производственных
мастерских:
Место
выполнения : учебно-производственные
мастерские КУАТ
Максимальное
время выполнения задания – 4 часа
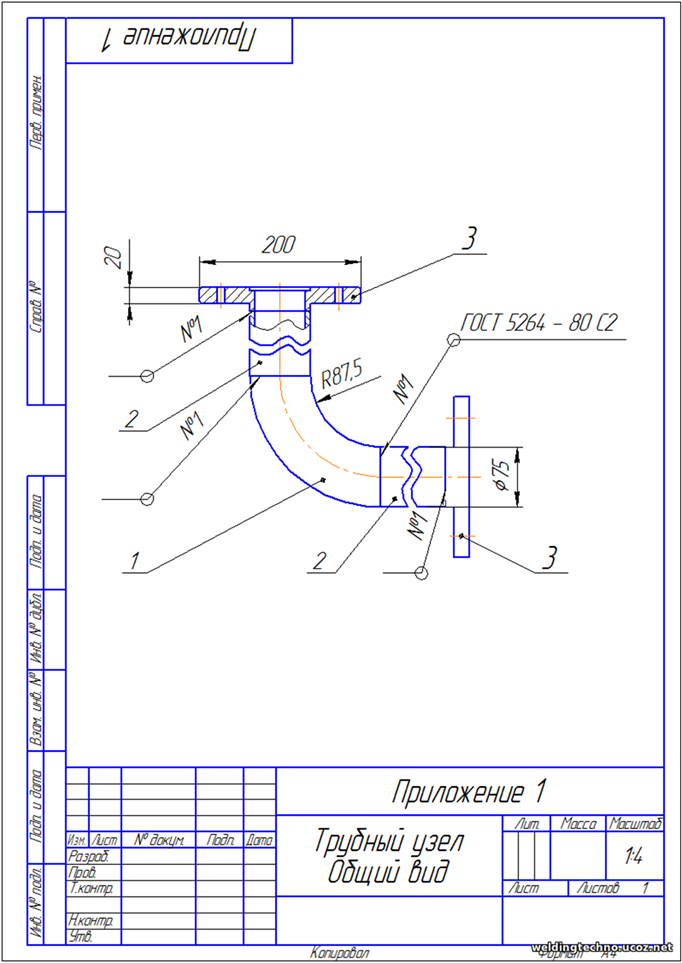
ОЦЕНОЧНЫЙ ЛИСТ
Практическая часть
Цель:
провести НОК
Для
профессии СПО: 15.01.05 (ручной и частично механизированной сварки (наплавки)
Дата
проведения:________________
№
группы: ______________________
Ф.И.О.
выпускника: __________________________________
|
Трудовая |
Кол-во признаков |
Признаки проявления компетенций |
Количественная |
Вывод |
|
1 |
Проверяет плавящимся |
10 |
||
|
2 |
Проверяет |
|||
|
3 |
Проверяет |
|||
|
4 |
Выполняет |
|||
|
5 |
Выполняет |
|||
|
6 |
Выполняет |
|||
|
1 |
Использует |
|||
|
2 |
Проводит |
|||
|
3 |
Определяет |
|||
|
4 |
Объясняет |
|||
|
Всего баллов,% |
10 |
0-100% |
||
|
Итого: |
(0
— признак отсутствует, 1 – признак проявляется)
Шкала
перевода баллов в оценку:
10-9
баллов — «отлично»,
8-7-
«хорошо»,
6-5
— «удовлетворительно»;
менее
5 — «неудовлетворительно. Эксперт
________________ » » 20…..г
Теоретическая часть профессионального
экзамена
Обобщенная
трудовая функция:
Сварка (наплавка, резка) сложных и ответственных конструкций (оборудования,
изделий, узлов, трубопроводов, деталей) из различных материалов (сталей,
чугуна, цветных металлов и сплавов, полимерных материалов)
Трудовая функция: Ручная
дуговая сварка (наплавка) неплавящимся электродом в защитном газе (РАД) и
плазменная дуговая сварка (наплавка, резка) (П) сложных и ответственных
конструкций (оборудования, изделий, узлов, трубопроводов, деталей) из различных
материалов (сталей, чугуна, цветных металлов и сплавов), предназначенных для
работы под давлением, под статическими, динамическими и вибрационными
нагрузками
Уровень
(подуровень) квалификации- 3
Наименование
базовой группы, должности (профессии) или специальности-Электросварщик
ручной сварки (4-й разряд);
Электросварщик
ручной сварки (5-й разряд);
Сварщик ручной
дуговой сварки плавящимся покрытым электродом (4-5-й разряд)
Место
выполнения : кабинет
«Основы сварочного производства» КУАТ
Максимальное
время выполнения задания – 90 минут.
Тест
Контролируемые
параметры: У1-
Проверять работоспособность и исправность сварочного
оборудования для РД, настраивать сварочное оборудование для РД с учетом его
специализированных функций (возможностей)
Задание
1.Выберите правильный ответ Ваших действий при обнаружении неисправности сварочного
оборудования (0-1балл):
1. устранить
неисправность самостоятельно;
2. прекратить
работу и дождаться электрика;
3. сообщить
об этом производственному мастеру, наладчику или электромонтеру.
Задание2. Перечислите основные обязанности сварщика по обслуживанию
источника питания перед началом работы (0-3 балла):
1………………
2……………….
3……………….
Задание
3
. Выберите возможные причины неисправности при работе
сварочного аппарата: «Индикатор неисправностей выключен, есть рабочее
напряжение, поджиг дуги не происходит» (0-2 балла):
1.
Ненадежное крепление зажима массы в гнезде корпусе аппарата или на обрабатываемой
детали.
2.
Ненадежное соединение электрододержателя и электрода, или кабеля в гнезде
аппарата.
3. Неисправен регулятор сварочного тока.
Задание
4.Выберите наиболее правильный ответ из предложенных вариантов:
Сила
сварочного тока выбирается в зависимости от (0-1балл):
1.марки
основного материала и толщины ;
2.
толщины свариваемо металла и положения шва в пространстве;
3.
марки основного материала , толщины и положения шва в пространстве
.
Контролируемые
параметры: У2- Владеть техникой РД сложных и
ответственных конструкций во всех пространственных положениях сварного шва.
Задание
5. На рисунке изображены способы выполнения сварного шва в зависимости от
положения шва в пространстве. Дайте название положениям шва в пространстве
(0-5 баллов):
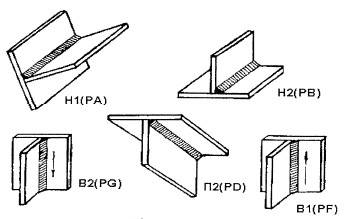
1.
Н1……………….
2.Н2………………..
3.В2…………………
4. П2………………..
5.
В1……………………
Задание
6.Установите соответствие между положением шва в пространстве и рекомендуемой
силой сварочного тока (0-3 балла):
|
Положение |
Рекомендации |
||
|
1. |
В |
1. |
Меньше |
|
2. |
Горизонтальное |
2. |
Расчетное |
|
3. |
потолочное |
3. |
Меньше |
Задание
7 Выберите правильный ответ. Предварительный
и сопутствующий подогрев производится для……
(0-1балл):
1. Для
снижения количества дефектов в сварном шве и зоне термического влияния.
2. Для
выравнивания неравномерности нагрева при сварке, снижения скорости охлаждения и
уменьшения вероятности появления холодных трещин.
3. Для
снижения содержания водорода в металле шва и околошовной зоне.
Задание
8 Вставьте пропущенные слова в предложение. При сварке низкоуглеродистых сталей предварительный
подогрев …… ……………, температура местного предварительного
подогрева для сварки среднеуглеродистых сталей составляет…….. ……….. (0-4
балла).
Задание 9 Установите соответствие между длиной
сварного шва и техникой выполнения (0-3 балла):
|
Классификация сварного шва по длине |
Техника выполнения сварного шва |
||
|
1. |
Короткий шов |
1. |
Обратно- ступенчатым способом |
|
2. |
Средний шов |
2. |
От начала до конца, |
|
3. |
Длинный шов |
3. |
От середины к краям |
Задание 10. Вставьте пропущенные слова
в предложение.
При выполнении сварного шва в горизонтальном положении могут возникнуть
ряд сложностей. К ним относятся (0-5 баллов):
Вытекание ………… …………… из сварочной
……………..
На верхней кромке может образоваться …………….., а на
нижней кромке …………….. , если угол наклона электрода выбран
неправильно.
Контролируемые параметры: У2— .
Владеть техникой дуговой резки металла
Задание 11.Назовите недостатки техники дуговой резки плавящимися
электродами
(0-3 балла):
1…………………………….
2…………………………….
3…………………………….
Контролируемые параметры: У3— Контролировать
с применением измерительного инструмента сваренные РД сложные и ответственные
конструкции на соответствие геометрических размеров требованиям конструкторской
и производственно-технологической документации по сварке
Задание
12 Выберите наиболее правильный размер высоты усиления сварного шва, для
указанного на рисунке сварного соединения, если толщина свариваемых кромок 8
мм. (0-1балл):
1. 8-10 мм:
2. 1,2-4 мм:
3. 8 мм.
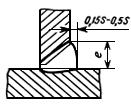
Задание
13 Выберите наиболее точный мерительный инструмент, с помощью которого можно
выполнить измерения конструктивных элементов сварного шва, изображенного на
рисунке.
(0-1балл):
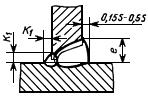
- Линейка;
- Штангенциркуль,
- Катетомер.
Задание
14
На
чертеже указано обозначение сварного шва. Используя данные Таблицы 11 ,ГОСТ
5264-80 определите способ выполнения сварного шва, конструктивные размеры
сварного шва для, толщины металла 8мм (0-3 балла):
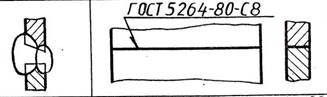
- Способ
сварки…………………………………… - ширина
усиления сварного шва…………..
3.
высота усиления сварного шва……………..
Таблица 11 (ГОСТ 5264-80)
Размеры, мм
|
Условное |
Конструктивные |
|
|||||
|
подготовленных |
сварного |
Номин. |
Пред. |
Номин. |
Пред. |
||
|
С8 |
|
|
От |
8 |
±2 |
0,5 |
+1,5 |
|
Св. |
12 |
||||||
|
Св. |
16 |
||||||
|
Св. |
20 |
||||||
|
Св. |
24 |
±3 |
+2,0 |
||||
|
Св. |
28 |
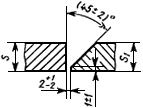
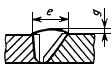
Контролируемые
параметры: У4- Исправлять дефекты РД сваркой
Задание 15. При удалении дефектных мест
длина удаляемого участка должна равняться длине дефектного участка плюс с
каждой стороны
(0-1балл):
- 1-2 мм;
- 10-20 мм;
- 5-10 мм;
- 20-40 мм.
Контролируемые параметры: З1- Специализированные функции
(возможности) сварочного оборудования для РД
Задание 16. Выбрать правильный способ подключения электрода при
сварке на обратной полярности. (0-1балл):
1. к положительному полюсу;
2. к отрицательному полюсу;
3. не имеет значения.
Задание 17. Прочитайте
условное обозначение марки источника питания сварочной дуги- ВД–306 (0-3 балла):
ВД………………………….
30…………………………..
6……………………………..
Задание 18. Вставьте пропущенное слово: » При уменьшении
расстояния между обмотками сварочного трансформатора, сварочный
ток……………….. . (0-1балл).
Контролируемые параметры: З2- Основные типы, конструктивные
элементы и размеры сварных соединений сложных и ответственных конструкций,
выполняемых РД
Задание
19. Выберите верный ответ, характеризующий определение сварного шва. (0-1балл).
1. участок сварного
соединения, образовавшийся в результате кристаллизации расплавленного металла;
2. участок сварного
соединения, образовавшийся в результате пластической деформации присадочного
металла;
3. участок сварного
соединения, образовавшийся в результате кристаллизации расплавленного клея.
Задание
20. Выберите правильные ответы , характеризующие конструктивные
элементы сварного шва: (0-2 балла):
1. высота усиления;
2. угол скоса
кромок;
3. ширина усиления.
Задание
21. Выберите рисунок , на котором изображен видимый сварочный шов
(0-1балл).
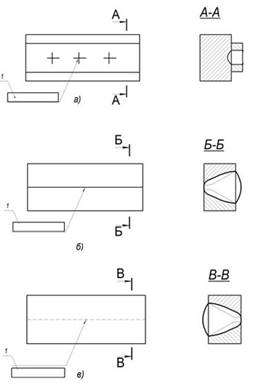
Задание 22. Установите
соответствие между условным вспомогательным знаком обозначения сварного шва и
его значением: (0-3балла).
|
Вспомогательный знак |
Значение вспомогательного |
||
|
1. |
|
1. |
Наплывы и неровности шва обработать с плавным переходом к |
|
2. |
|
2. |
|
|
3. |
|
3. |
Шов прерывистый или точечный с шахматным расположением |
Контролируемые параметры: З3- Основные группы и марки материалов
сложных и ответственных конструкций, свариваемых РД
Задание 23. Установите
соответствие между характеристикой свариваемости и марками стали :
(0-4 балла).
|
Характеристика |
Марки стали |
||
|
1. |
Хорошая свариваемость |
1. |
23Х2НВФА;38ХГНМ;9Х, 9X1 |
|
2. |
Удовлетворительная свариваемость |
2. |
Ст1-Ст3 (кп, пс, 11ЮА, 18ЮА |
|
3. |
Ограниченная свариваемость |
3. |
15Г2СФ, 15Г2СФД;20Г2С; 25Г2С |
|
4 |
Плохая свариваемость |
4 |
40ХЛ, 35ХГСЛ, 35НГМЛ, 20ХГСНДМЛ, |
Задание 24.
Вставьте пропущенные слова в предложения, характеризующие удовлетворительную
группу свариваемости сталей (0-4 балла).
Ко второй группе относят углеродистые и легированные
химический эквивалент углерода которых составляет…………….. при сварке
которых в нормальных условиях производства трещин не образуется. В эту группу
входят стали, которые для предупреждения образования трещин необходимо
……………. …………., а также подвергать последующей
………………
Контролируемые параметры: З4- Сварочные (наплавочные) материалы
для РД сложных и ответственных конструкций
Задание
25. Укажите верную маркировку, которая бы
указывала на толщину покрытия в обозначении электрода (0-1балл).
1. тонкое покрытие — М, среднее покрытие — С,
толстое покрытие — Д, особо толстое покрытие – Г:
2. без покрытия — ТО, среднее покрытие —
СР, толстое покрытие — ТЛ, особо толстое покрытие – ОТЛ;
3. без покрытия — БП, тонкое покрытие — Т,
среднее покрытие — С, толстое покрытие — ТП, особо толстое покрытие – ОТП.
Задание
26. Выбрать правильный ответ: Знаменатель полного обозначения электрода марки
УОНИИ-13/45 имеет вид
(0-1балл).
Е432(5)-Б10 . Цифра о в обозначении указывает:
1. для сварки на постоянном токе любой полярности и на переменном токе с
напряжением холостого хода источника переменного тока 50В;
2. для сварки на постоянном токе любой полярности;
3. для сварки на постоянном токе обратной полярности.
Контролируемые параметры: З5- Техника и технология РД
сложных и ответственных конструкций во всех пространственных положениях
сварного шва
Задание 27. Установите последовательность
выполнения операций при выполнении сборочно- сварочных работ (0-6 баллов).
1. зажигание дуги;
2. перемещение электрода;
3. удержание дуги;
4. подготовка кромок;
5. отбитие шлака;
6. сборка изделия.
Контролируемые параметры: З6— Методы
контроля и испытаний сложных и ответственных конструкций
Задание 28. Установить
соответствие между видами контроля на герметичность и сущностью проведения
метода контроля (0-4 балла).
|
Вид контроля на |
Сущность контроля |
||
|
1. |
Контроль керосином |
1. |
изделие заполняют водой под избыточным давлением, в 1,5- 2 рабочее, и выдерживают в течении заданного времени |
|
2. |
Контроль гидравлическим давлением |
2. |
основаны на перепаде давления, создаваемого откачкой воздуха из изделия |
|
3. |
Контроль воздушным давлением |
3. |
основан на подаче воздуха под давлением на 10-20% превышающим рабочее |
|
4 |
Вакуумные методы |
4 |
основан на физическом явлении капиллярности, которое заключается в способности смачивающей жидкости подниматься по капиллярным ходам |
Задание 29. Выбрать правильный ответ: Контроль,
основанный на способности ультразвуковых волн проникать в металл на большую
глубину и отражаться от
находящихся
в нем дефектных участков это …….. (0-1балл).
1.
магнитный метод;
2.
акустический метод;
3.
радиационный метод;
4.
гидравлические испытания.
Контролируемые параметры: З7- Порядок исправления дефектов
сварных швов
Задание 30. Установите правильную
последовательность операций по исправлению трещин (0-4
балла).
1.
участок заварки зачистить;
2.
обнаружение дефектов;
3.
проварить дефективный участок на полную глубину;
4.
засверлить концы трещин.
Общее количество
баллов за выполнение задания: 0-74 балла
Шкала перевода
баллов в оценку:
74-70 баллов —
«отлично»,
69 – 59
-«хорошо»,
58 – 51-
«удовлетворительно»,
менее 51 —
«неудовлетворительно».
ЭТАЛОН
ОТВЕТОВ
1.Выберите правильный ответ Ваших действий при обнаружении неисправности
сварочного оборудования:
1. устранить неисправность самостоятельно;
2. прекратить работу и дождаться электрика;
3. сообщить об этом производственному мастеру,
наладчику или электромонтеру.
2. Перечислите основные обязанности сварщика по обслуживанию
источника питания:
1. Перед включением источника питания очистить его от пыли и
грязи,
2. проверить надежность изоляции сварочных проводов и их
присоединения,
3. оградить место сварки щитами, ширмами или брезентовыми
занавесями.
Задание 3
Выберите возможные причины неисправности при работе
сварочного аппарата: «Индикатор неисправностей выключен, есть рабочее
напряжение, поджиг дуги не происходит»:
1. Ненадежное крепление зажима массы в гнезде
корпусе аппарата или на обрабатываемой детали.
2. Ненадежное соединение электрододержателя и электрода, или
кабеля в гнезде аппарата.
3.
Неисправен регулятор сварочного тока.
Задание 4.
Выберите наиболее правильный ответ из предложенных вариантов:
Сила сварочного тока выбирается в зависимости от:
1.марки основного материала и толщины ;
2. толщины свариваемо металла и положения шва в пространстве;
3. марки основного материала , толщины и
положения шва в пространстве .
Задание 5. На рисунке изображены способы выполнения
сварного шва в зависимости от положения шва в пространстве. Дайте название
положению шва в пространстве.
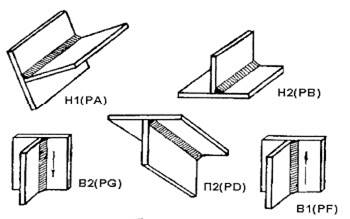
1. Н1.»в лодочку»
2.Н2.нижнее
3.В2.вертикальное сверху вниз
4. П2.Потолочное
5. В1.вертикальное снизу вверх
Задание 6.Установите соответствие между положением
шва в пространстве и рекомендуемой
силой сварочного тока.
Задание 7 Выберите правильный ответ. Предварительный и сопутствующий подогрев производится
для……
1. Для снижения количества дефектов в сварном шве и ЗТВ.
2. Для выравнивания неравномерности нагрева при сварке, снижения
скорости охлаждения и уменьшения вероятности появления холодных трещин.
3. Для снижения содержания водорода в металле шва.
Задание 8 Вставьте пропущенные слова в
предложение.
При сварке низкоуглеродистых сталей предварительный
подогрев не требуется , температура местного предварительного подогрева
для сварки среднеуглеродистых сталей составляет 100-150º.
Задание 9 Установите соответствие между длиной
сварного шва и техникой выполнения.
Задание 10. Вставьте пропущенные слова
в предложение.
При выполнении сварного шва в горизонтальном положении могут
возникнуть ряд сложностей. К ним относятся:
Вытекание расплавленного металла из сварочной ванны.
На верхней кромке может образоваться подрез, а на нижней кромке
наплыв, если угол наклона электрода выбран неправильно.
Задание 11.Назовите недостатки техники дуговой
резки плавящимися электродами.
1. большая ширина реза,
2. неровности разрезаемых кромок
3. низкая производительность процесса
Задание
12
Выберите
наиболее правильный размер высоты усиления сварного шва, для указанного на
рисунке сварного соединения, если толщина свариваемых кромок 8 мм. :
1. 8-10 мм:
2. 1,2-4мм:
3. 8 мм.
Задание 15. При удалении дефектных мест длина
удаляемого участка должна равняться длине дефектного участка плюс с каждой
стороны:
1. 1-2 мм;
2. 10-20 мм;
3. 5-10 мм;
4. 20-40 мм.
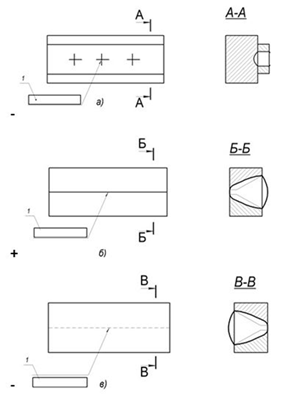
Задание 18. Установите
соответствие между условным вспомогательным знаком обозначения сварного шва и
его значением:
Задание
19. Установите соответствие между характеристикой свариваемости и
марками стали :
Задание
20. Ко второй группе относят углеродистые и
легированные стали ([С]х=0,39-0,45), при сварке которых в нормальных
условиях производства трещин не образуется. В эту группу входят стали, которые
для предупреждения образования трещин необходимо предварительно нагревать,
а также подвергать последующей термообработке.
Задание
21. Укажите верную маркировку, которая бы
указывала на толщину покрытия в обозначении электрода.
1. Тонкое покрытие — М, среднее покрытие —
С, толстое покрытие — Д, особо толстое покрытие — Г
2. Без покрытия — ТО, среднее покрытие —
СР, толстое покрытие — ТЛ, особо толстое покрытие — ОТЛ
3. Без покрытия — БП, тонкое покрытие — Т,
среднее покрытие — С, толстое покрытие — ТП, особо толстое покрытие – ОТП
Задание 22. Выбрать правильный способ подключения электрода при
сварке на обратной полярности.
1. к положительному полюсу;
2. к отрицательному полюсу;
3. не имеет значения.
Задание 23. Прочитайте условное
обозначение марки источника питания сварочной дуги- ВД–306
Выпрямитель для РДС, номинальный сварочный ток
300А, модификация-6.
Задание 24. Вставьте
пропущенное слово: » При уменьшении расстояния между обмотками сварочного
трансформатора, сварочный ток увеличится.
Задание
25.
Знаменатель полного обозначения электрода марки УОНИИ-13/45 имеет вид:
Е432(5)-Б10 . Цифра о в обозначении указывает:
1. для сварки на постоянном токе любой полярности и на переменном токе с
напряжением холостого хода источника переменного тока 50В;
2. для сварки на постоянном токе любой полярности;
3.для сварки на постоянном токе обратной полярности.
Задание 26. Установите
последовательность выполнения операций при выполнении сборочно- сварочных работ
4, 6, 1, 3, 2, 5
Задание 27. Установить соответствие между видами контроля на герметичность и
сущностью проведения метода контроля:
.
Задание 28. Выбрать
правильный ответ: Контроль, основанный на способности ультразвуковых волн
проникать в металл на большую глубину и отражаться от
находящихся
в нем дефектных участков это ……..
1.
магнитный метод;
2.
акустический метод;
3.
радиационный метод;
4.
гидравлические испытания.
Задание 30. Установите
правильную последовательность операций по исправлению трещин:
1.
участок заварки зачистить;
2.
обнаружение дефектов;
3.
проварить дефективный участок на полную глубину;
4.
засверлить концы трещин;
2-4-3-1
6. ТРЕБОВАНИЯ К ДИФФЕРЕНЦИРОВАННОМУ
ЗАЧЕТУ ПО УЧЕБНОЙ ПРАКТИКЕ
Дифференцированный
зачет по учебной практике выставляется на основании результатов выполнения
комплексной практической работы и данных аттестационного листа (характеристики
профессиональной деятельности обучающегося на практике) с указанием видов
работ,
выполненных
обучающимся во время практики, их объема, качества выполнения в соответствии с
технологией и требованиями организации, в которой проходила практика. Приложение 1.
7.ИНФОРМАЦИОННОЕ
ОБЕСПЕЧЕНИЕ ОБУЧЕНИЯ
Перечень
рекомендуемых учебных изданий, Интернет-ресурсов, дополнительной литературы
Основные
источники:
- Технология
сварочных работ: теория и технология контактной сварки : учебное пособие
для среднего профессионального образования / Р. Ф. Катаев, В. С. Милютин,
М. Г. Близник ; под научной редакцией М. П. Шалимова. — Москва :
Издательство Юрайт, 2019 - Гуреева, М.
А. Металловедение сварки алюминиевых сплавов : учебное пособие для
среднего профессионального образования / М. А. Гуреева, В. В. Овчинников,
В. И. Рязанцев. — 2-е изд. — Москва : Издательство Юрайт, 2019. - Дедюх, Р. И.
Технология сварочных работ: сварка плавлением : учебное пособие для
среднего профессионального образования / Р. И. Дедюх. — Москва :
Издательство Юрайт, 2019. - Сварка и
резка металлов: учебное пособие для СПО /под общей редакцией Ю.В.
Казакова-М: ИЦ «Академия», 2013. — 400 с. - Маслов В.И
.Сварочные работы.
[Текст]/
В.И. Маслов. Уч. пособие для УНПО, -ИЦ Академия, 2000г., 240 стр. - Николаев А.И.
Герасименко А.И. Электрогазосварщика. [Текст]/ А.И..Николаев,
А.И. Герасименко.- М. Ростов на Дону «Феникс» 2005г. - Чернышов
Г.Г., Полевой Г.В., Выборнов А.П. и др.Справочник электрогазосварщика и
газорезчика.
[Текст]/
Г. Г. Чернышов,
Г.В.
Полевой, А.П Выборнов. и др. Уч. пособие для УНПО, ИЦ Академия,
2008г., 400 стр. - Чернышов Г.
Г.Сварочное дело: Сварка и резка металлов. [Текст]/ Г.
Г.Чернышов, Уч. пособие для УНПО, ИЦ Академия, 2008г., 496 стр. - Электронное иллюстрированное
пособие по профессии «Сварщик».
Дополнительные
источники:
8.
Методические
пособия «Лабораторные работы. Сварка металлов». – Санкт — Петербург: Центр
промышленного оборудования (ЦПО). -2008.
9.
Интернет-ресурсы:
weldingsite.com.ua «Сварка и все, что с ней связано».
10.
info-svarka.ru
«Все о сварке, обучающее видео по сварке».
11.
osvarke.com
«О сварке» — информационный сайт — сварка, резка, сварочное…
12.
gost-svarka.ru
«ГОСТы по сварке. Все сварочные ГОСТ с текстами».
13.
zvar.narod.ru
«Сварочные технологи и оборудование».
14.
welder.ru › faq/svarka_aljuminija/ «Сварка
алюминия: практические советы и рекомендации»
15.
prom-tech.ru
› page/press/weld/welding_d/ «Дефекты сварки. Устранение,
причины, последствия».
16.
polybum.com
› welding/technologies/t3/ «Выбор режима сварки».
17.
techno.x51.ru
› index.php… «Газовая
сварка. Сварка металлов».
18.
shtorm-its.ru
› rus/info/svartech/w19.php «Шторм. Технология сварки чугуна».
19.
vds—omsk.ru «Сварка онлайн
-… применение, безопасность, вред от сварки».
20.
nporpk.ru
› svar.htm «Сварочное оборудование».
21.
www.svarka.net.
22.
www.weldering.com.
Нормативные
документы:
— ГОСТ
2.312-72 Единая система конструкторской документации. Условные изображения и
обозначения швов сварных соединений.
— ГОСТ
2601-84 Сварка металлов. Термины и определение основных понятий.
— ГОСТ
3242-79 Соединения сварные. Методы контроля качества.
— ГОСТ
5264-80. Ручная дуговая сварка. Соединения сварные. Основные типы,
конструктивные элементы и размеры.
— ГОСТ
7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод.
— ГОСТ
14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
— ГОСТ
16037-80 Соединения сварные стальных трубопроводов. Основные типы,
конструктивные элементы и размеры.
— ГОСТ 20415-82
Контроль неразрушающий. Методы акустические. Общие положения.
— ГОСТ
20426-82 Контроль неразрушающий. Методы дефектоскопии радиационные. Область
применения.
— ГОСТ
14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные
элементы и размеры.
— ГОСТ
16037-80 Соединения сварные стальных трубопроводов. Основные типы,
конструктивные элементы и размеры.
— ГОСТ
3.1705-81 Единая система технологической документации. Правила записи операций
и переходов. Сварка.
Приложение 1
Аттестационный
лист
по учебной
практике
ПМ.02 « РУЧНАЯ
ДУГОВАЯ СВАРКА (НАПЛАВКА, РЕЗКА) ПЛАВЯЩИМСЯ ПОКРЫТЫМ ЭЛЕКТРОДОМ (РД)»
1.
ФИО
обучающегося,
№
группы,
профессия
________________________________________________________
2. Место проведения
практики (организация), наименование, юридический адрес ___________________________________________________
3.
Время
проведения практики ______________________________
4.
Виды
и объем работ,
выполненные
обучающимся во время практики:
|
Вид работ |
Количество часов |
Проверяемые результаты (ПК,ОК) |
Качество выполнения работ |
|
1. Организация |
6 |
ПК 2.1. ПК 2.2. ПК 2.3. ПК 2.4. ОК 1. – ОК 6 |
|
|
2. Комплектация |
24 |
ПК 2.1. ПК 2.2. ПК 2.3. ПК 2.4. ОК 1. – ОК 6 |
|
|
3 Настройка Зажигание |
36 |
ПК 2.1. ПК 2.2. ПК 2.3. ПК 2.4. ОК 1. – ОК 6 |
|
|
4. Подбор режимов |
12 |
ПК 2.1 ОК 1. – ОК 6 |
|
|
5. |
36 |
ПК 2 2. ОК 1. – ОК 6 |
|
|
6. Подготовка |
36 |
ПК 2.1. ПК 2.2. ОК 1. – ОК 6 |
|
|
7. |
48 |
ПК 2.1. ПК 2.2. ОК 1. – ОК 6 |
|
|
8.Выполнение |
24 |
ПК 2.3 ОК 1. – ОК 6 |
|
|
9.Выполнение |
24 |
ПК 2.3 ОК 1. – ОК 6 |
|
|
10. Выполнение |
30 |
ПК 2.1. ОК 1. – ОК 6 |
|
|
11. Выполнение |
48 |
ПК 2.1. ОК 1. – ОК 6 |
|
|
12. Выполнение |
36 |
ПК 5.1. ОК 1. – ОК 6 |
|
|
13. Выполнение |
36 |
ПК 2.2. ОК 1. – ОК 6 |
|
|
14. Выполнение |
36 |
ПК 2.2. ОК 1. – ОК 6 |
|
|
15. Выполнение |
42 |
ПК 2.2. ОК 1. – ОК 6 |
|
|
16. Выполнение |
42 |
ПК 2.1. ОК 1. – ОК 6 |
|
|
17.Выполнение |
12 |
ПК2.4. ОК 1. – ОК 6 |
|
|
18.Выполнение |
12 |
ПК2.4. ОК 1. – ОК 6 |
|
|
19. |
60 |
ПК 2.1. ОК 1. – ОК 6 |
|
|
20.Выполнение |
12 |
ПК 2.1. ПК 2.2. ПК 2.3. ПК 2.4. ОК 1. – ОК 6 |
|
|
Всего |
612 |
5. Качество
выполнения работ в соответствии с технологией и (или) требованиями организации, в которой
проходила практика
_________________________________________________________
_________________________________________________________
Дата
Подписи руководителя практики,
М.П. ответственного лица
организации
Приложение 2
Аттестационный
лист
производственной
практике
ПМ.02 « РУЧНАЯ ДУГОВАЯ СВАРКА (НАПЛАВКА,
РЕЗКА) ПЛАВЯЩИМСЯ ПОКРЫТЫМ ЭЛЕКТРОДОМ »
ФИО обучающегося__________________________________________________,
№
группы,__Св
379_______________________________________________________
профессия СПО:15.01.05 Сварщик
(ручной и частично механизированной сварки (наплавки)
2.Место проведения
практики (организация), наименование, юридический адрес ___________________________________________________
3. Время
проведения практики ______________________________
4. Виды
и объем работ,
выполненные
обучающимся во время практики:
|
Вид работ |
Количество часов |
Проверяемые результаты (ПК,ОК,ПО,У) |
Качество выполнения работ |
|
1. Организация |
6 |
ПК 2.1. ПК 2.2. ПК 2.3. ПК 2.4. ОК 1. – ОК 6 |
|
|
2. Чтение |
12 |
ПК 2.1. ПК 2.2. ПК 2.3. ПК 2.4. ОК 1. – ОК 6 |
|
|
3. Выполнение |
12 |
ПК 2.1. ОК 1. – ОК 6 |
|
|
4. Выполнение |
18 |
ПК 2.2. ОК 1. – ОК 6 |
|
|
5. Выполнение |
18 |
ПК 2.1. ОК 1. – ОК 6 |
|
|
6. Выполнение |
30 |
ПК 2.1. ОК 1. – ОК 6 |
|
|
7. Выполнение |
30 |
ПК 2.2. ОК 1. – ОК 6 |
|
|
8. Выполнение |
30 |
ПК 2.2. ОК 1. – ОК 6 |
|
|
9. Выполнение |
36 |
ПК 2.2. ОК 1. – ОК 6 |
|
|
10. Выполнение |
48 |
ПК 2.1. ОК 1. – ОК 6 |
|
|
11. Выполнение |
36 |
ПК 2.1 ОК 1. – ОК 6 |
|
|
12. Выполнение |
36 |
ПК 2.1. ОК 1. – ОК 6 |
|
|
13. Выполнение |
36 |
ПК 2.4. ОК 1. – ОК 6 |
|
|
14. Выполнение |
36 |
ПК 2.3. ОК 1. – ОК 6 |
|
|
Экзамен |
12 |
ПК 2.1. ОК 1. – ОК 6 |
|
|
Всего |
396 |
Характеристика
учебной и профессиональной деятельности студента во время
учебной/производственной практики (дополнительная характеристика дается в
произвольной форме) ___________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
Дата
«___» ____________________ 20___г. Подпись руководителя
практики
____________________/ФИО,
должность
Подпись
ответственного лица организации (базы практики)
М.П. ___________________/ФИО,
должность
ОЦЕНОЧНАЯ
ВЕДОМОСТЬ ПО ПРОФЕССИОНАЛЬНОМУ МОДУЛЮ
Оценочная ведомость по профессиональному
модулю
(заполняется на каждого студента)
________________________________________________________________________
(Ф.И.О.)
Студент
группы____________ курса___________ по специальности
________________________________________________________________________
(код и наименование специальности СПО)
освоил
(-а) программу профессионального модуля _____________________________
________________________________________________________________________
(наименование профессионального модуля)
в
объеме _____ часов с «____» ____________ 20___г. по «____» ___________ 20__г.
Результаты
промежуточной аттестации по элементам профессионального модуля
|
Элементы модуля (код |
Формы промежуточной аттестации |
Оценка |
|
МДК.01.01. |
||
|
МДК |
||
|
УП.00 |
||
|
ПП.00 |
Результаты
выполнения и защиты курсового проекта(работы) – если предусмотрено учебным
планом и не входит в состав квалификационного экзамена.
Тема
«______________________________________________________________________»
Оценка__________________
Итоги
квалификационного экзамена
|
Вид |
Оценка |
Дата «_____» _____________ 20___г. Подписи
членов комиссии
_____________________Ф.И.О., должность
_____________________Ф.И.О., должность
Скачано с www.znanio.ru